¶ 개요
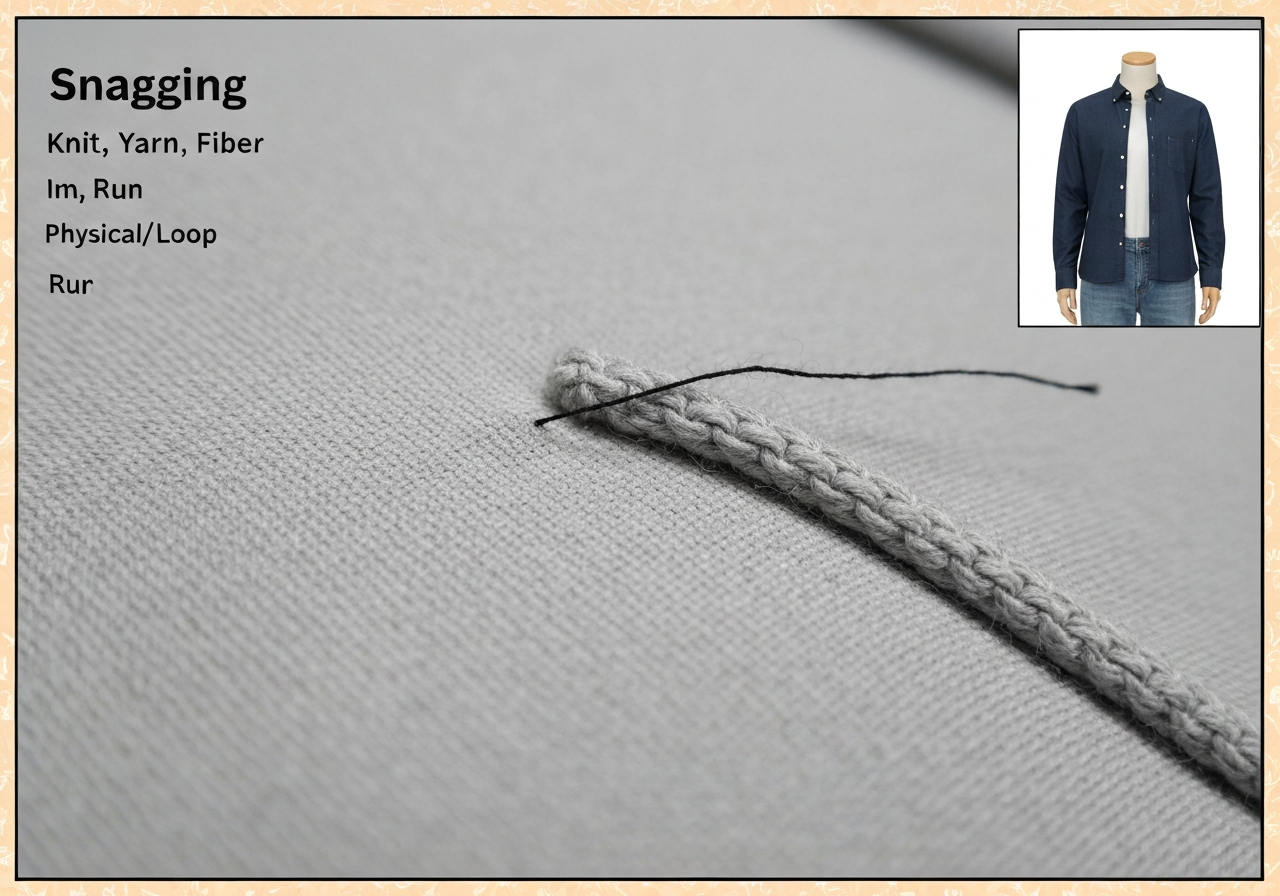
올뜯김(Snagging)은 직물이나 편물(Knit)의 표면을 구성하는 실(Yarn) 또는 섬유(Fiber)가 외부의 날카로운 물체, 거친 표면, 혹은 봉제 장비의 기계적 돌기에 걸려 본래의 조직 구조에서 이탈하여 루프(Loop) 형태로 돌출되거나 길게 뽑혀 나오는 현상을 말합니다. 이는 단순한 외관 불량을 넘어, 원단의 구조적 강도를 약화시키고 연속적인 올풀림(Run)으로 이어질 수 있는 중대 결함입니다. 특히 필라멘트사로 제직된 고밀도 기능성 원단이나 게이지가 높은 니트 소재에서 치명적입니다.
물리적 메커니즘 측면에서 올뜯김은 '걸림(Hooking)', '인장(Pulling)', '이탈(Displacement)'의 3단계 과정을 거칩니다. 보풀(Pilling)이 마찰에 의해 섬유 끝단이 뭉치는 현상이라면, 올뜯김은 실 전체가 조직에서 끌려 나오는 구조적 변형이라는 점에서 차이가 있습니다. 산업 현장에서는 제품의 수명을 결정짓는 핵심 품질 지표로 관리되며, 특히 고가의 요가복(Lululemon 등)이나 기능성 스포츠웨어 시장에서는 A급 결함(Critical Defect)으로 분류되어 엄격한 입고 전 테스트를 거칩니다. 대체 기법인 안티 올뜯김 가공(Anti-snagging Finish)은 원단 표면의 마찰 계수를 조절하여 이러한 걸림 현상을 물리적으로 억제하는 데 목적이 있습니다.
¶ 정의 및 메커니즘
봉제 공정에서의 올뜯김은 주로 물리적 마찰과 인장에 의해 발생합니다.
- 물리적·기계적 작동 원리: 재봉기의 바늘이 원단을 관통할 때, 바늘 끝(Point)의 상태가 매끄럽지 못하면 섬유 가닥을 가르고 지나가는 것이 아니라 낚아채게 됩니다. 이때 발생하는 인장력이 실의 마찰 저항보다 커지면 실이 조직 밖으로 끌려 나오게 됩니다. 이송 톱니(Feed Dog)와 노루발(Presser Foot) 사이의 압력이 과도할 경우, 톱니의 날카로운 끝이 원단 뒷면의 루프를 물리적으로 긁어내며 올뜯김을 유발합니다.
- 기계적 요인: 바늘 끝의 손상(Burr), 이송 톱니(Feed Dog)의 과도한 날카로움, 노루발(Presser Foot) 바닥의 스크래치, 실 가이드의 마모 등이 원단 표면을 긁거나 낚아채면서 발생합니다.
- 소재적 요인: 실의 꼬임(Twist)이 적거나 필라멘트 수가 많은 소재, 조직이 느슨한 새틴(Satin)이나 메쉬(Mesh) 소재는 외부 자극에 매우 취약합니다.
- 공정적 요인: 재봉기 테이블의 거친 단면, 작업자의 거친 손등이나 액세서리, 시아게(Finishing) 과정에서의 부주의한 핸들링이 원인이 됩니다.
- 역사적 배경: 올뜯김은 1950년대 나일론(Nylon) 스타킹의 대중화와 함께 '런(Run)' 현상으로 처음 주목받기 시작했습니다. 이후 1970년대 폴리에스테르 저지(Jersey) 소재가 유행하며 의류 산업의 주요 품질 관리 항목으로 정착되었습니다.
- 국가별 현장 인식 차이:
- 한국: 정밀 검수 시스템이 발달하여 최종 검사 단계에서의 육안 식별 및 수선(Mending) 기술에 강점이 있습니다.
- 베트남: 대규모 라인 생산 체제이므로, 개별 수선보다는 표준 작업 지시서(SOP)에 따른 기계 세팅(톱니 높이, 바늘 교체 주기) 표준화를 통해 예방하는 데 집중합니다.
- 중국: 원단 밀(Mill) 단계에서의 안티 올뜯김 수지 가공 기술이 발달해 있으며, 봉제 전 원단 자체의 저항성 테스트를 우선시합니다.
¶ 기술 사양표
| 항목 | 세부 사양 및 기준 |
|---|---|
| 정식 명칭 | Snagging (올뜯김) |
| 관련 국제 표준 | ISO 12945-4 (Mace Test), ASTM D3939, JIS L 1058, ASTM D5362 (Bean Bag) |
| 주요 시험 장비 | Mace Snag Tester, ICI Pilling/Snagging Box, Bean Bag Snag Tester |
| 권장 바늘 유형 | Ball Point 계열 (SES: Light Ball, SUK: Medium Ball), SERV 7 (강성 보강) |
| 바늘 시스템 예시 | DB×1 (본봉), DC×27 (오버록), UY 128 GAS (삼봉), TV×7 (헤비듀티) |
| 적정 봉제 속도 | 2,500 ~ 3,500 spm (민감 원단 기준, 고속 시 마찰열 증가 및 올뜯김 심화) |
| 적정 SPI 설정 | 니트: 10~12 SPI, 기능성 직물: 14~16 SPI (원단 밀도에 따라 가변) |
| 판정 등급 | 5등급(우수) ~ 1등급(매우 불량) |
| 주요 발생 부위 | 소매 안쪽, 가랑이, 포켓 입구, 백팩 어깨끈 연결부 등 마찰 빈번 부위 |
| 장력 기준 (Towa) | 본봉 기준 윗실: 1.0~1.5N (100~150g), 밑실: 0.2~0.3N (20~30g) |
¶ 소재 구조와 올뜯김의 상관관계
올뜯김의 발생 빈도는 원단의 조직 구조와 실의 물리적 특성에 직결됩니다.
- 섬유의 종류 (Fiber Type):
- 필라멘트사(Filament Yarn): 실이 끊어지지 않고 길게 이어져 있어, 한 곳만 걸려도 길게 뽑혀 나오는 특성이 있습니다. 나일론, 폴리에스테르 기능성 원단이 이에 해당합니다.
- 방적사(Spun Yarn): 짧은 스테이플 섬유를 꼬아서 만들기 때문에 걸렸을 때 실 전체가 빠지기보다는 섬유 가닥이 끊어지며 보풀(Pilling) 형태로 나타나는 경우가 많습니다.
- 실의 꼬임(Twist):
- 꼬임수가 낮은(Low Twist) 실은 섬유 간의 결속력이 약해 외부 돌기에 쉽게 걸립니다. 반면 고연사(High Twist Yarn)는 표면이 매끄럽고 단단하여 올뜯김 저항성이 높습니다.
- 조직의 밀도(Fabric Density & Structure):
- 새틴(Satin/공단): 위사나 경사가 표면에 길게 노출되는 부유선(Float) 구조로 인해 올뜯김에 가장 취약합니다.
- 메쉬(Mesh) 및 피케(Pique): 조직 사이에 공간이 많아 바늘이나 톱니가 실을 낚아챌 확률이 높습니다.
- 립스탑(Ripstop): 격자무늬로 보강사가 들어가 있어 올뜯김이 발생하더라도 특정 구역 이상으로 확산되는 것을 방지합니다.
¶ 적용 분야 및 소재별 특성
- 스포츠웨어 (Activewear):
- 소재: 폴리에스테르/스판덱스 혼방, 드라이핏(Dry-fit), 인터록(Interlock) 조직.
- 특성: 미세한 올뜯김이 땀 배출 기능을 저하시키고 외관을 손상시킴. 특히 요가복의 가랑이(Crotch) 부위와 겨드랑이(Underarm)는 활동 시 마찰이 극심하여 14 SPI 이상의 세밀한 봉제와 Ball Point 바늘 사용이 필수적입니다.
- 란제리 및 홈웨어:
- 소재: 실크, 새틴, 트리코트(Tricot), 레이스.
- 특성: 조직이 매우 섬세하여 미세한 바늘 손상에도 즉각적인 올뜯김 발생. 어깨끈(Shoulder Strap) 연결 부위와 후크 앤 아이(Hook & Eye) 부착 시 바늘 끝의 상태를 매시간 점검해야 합니다.
- 아웃도어 및 가방:
- 소재: 고밀도 나일론 립스탑(Ripstop), 코듀라(Cordura), 에어 메쉬(Air Mesh).
- 특성: 립스탑 조직은 올뜯김의 확산을 막아주나, 초기 발생 시 상품 가치가 급락함. 백팩의 등판 메쉬는 외부 물체에 걸리기 쉬우므로 바인딩(Binding) 처리 시 톱니에 의한 긁힘을 방지하기 위해 테플론 노루발 사용이 권장됩니다.
- 정장 및 캐주얼:
- 소재: 울 혼방, 고밀도 코튼 팝린.
- 특성: 셔츠 칼라 끝(Collar Point)과 소매 커프스(Cuffs)는 심지와 원단이 겹치는 부위로, 바늘의 관통 저항이 높아 올뜯김 발생 빈도가 높습니다.
- 자동차 내장재:
- 소재: 카시트용 트리코트 및 헤드라이닝 소재.
- 특성: 승하차 시의 마찰을 견뎌야 하므로 Mace Test 4등급 이상의 내구성이 요구됩니다.
¶ 주요 결함 원인 및 해결 방안 (Troubleshooting)
- 바늘 끝 손상 (Damaged/Burred Needle)
- 원인: 바늘이 침판이나 노루발에 부딪혀 끝이 미세하게 휘거나 거칠어짐(Burr 발생).
- 해결: 바늘을 즉시 교체. 작업 전 '손톱 테스트(Nail Test)' 또는 '스타킹 테스트(작업자가 스타킹을 손에 끼고 부품을 훑어 걸림 확인)' 실시. 니트용 Ball Point 바늘(SES/SUK) 사용 필수.
- 이송 톱니의 과도한 돌출 및 날카로움 (Aggressive Feed Dog)
- 원인: 톱니가 너무 높게 설정되어 원단 뒷면을 긁음.
- 해결: 톱니 높이를 침판 위 0.8mm 정도로 낮춤. 고무 코팅 톱니(Rubber Feed Dog) 또는 피치가 좁은 세밀 톱니(Fine Pitch, 1.0mm 이하)로 교체.
- 노루발 바닥 스크래치 (Rough Presser Foot Bottom)
- 원인: 금속 노루발 바닥에 이물질이나 스크래치가 발생하여 원단을 긁음.
- 해결: 테플론(Teflon) 노루발을 사용하거나, 금속 노루발 바닥을 연마제(Polishing Compound)로 거울처럼 연마.
- 실 가이드 및 장력 조절기 마모 (Worn Thread Guides)
- 원인: 실이 지나가는 경로에 홈이 생겨 실의 흐름을 방해하고 원단에 충격을 줌.
- 해결: 세라믹 재질의 가이드로 교체하거나 마모된 부품을 즉시 교체.
- 작업대 및 적재함 표면 불량 (Rough Work Surface)
- 원인: 재봉기 테이블의 멜라민 코팅이 벗겨지거나 적재함(Basket)의 거친 단면.
- 해결: 테이블 표면에 보호 테이프 부착, 적재함 내부에 부드러운 천이나 비닐 라이너 설치.
- 작업자 핸들링 (Operator Handling)
- 원인: 작업자의 거친 손, 반지, 시계, 혹은 긴 손톱.
- 해결: 작업자 위생 교육 실시, 필요 시 부드러운 면장갑 착용 권고.
¶ 품질 검사 및 판정 기준
- 육안 검사 (Visual Inspection): 표준 광원(D65) 아래에서 원단을 가볍게 당겨보며 표면의 루프 돌출 여부 확인.
- 촉감 테스트 (Hand Feel): 손바닥으로 원단 표면을 훑어 걸리는 느낌이 있는지 확인 (Catching Test).
- Mace Snag Test (ISO 12945-4): 텅스텐 카바이드 팁이 달린 공(Mace ball)을 원단 위에서 회전시켜 발생한 올뜯김의 개수와 크기를 표준 사진과 비교 판독. 보통 600회 회전 후 측정.
- Bean Bag Snag Test (ASTM D5362): 콩주머니 형태의 시료를 핀이 박힌 회전 드럼에 넣어 테스트. Mace Test보다 실제 착용 환경에 더 가깝다는 평가를 받음. (20 rpm 속도로 100회 회전)
- AQL 판정:
- Critical: 전면(A-Zone)에 2mm 이상의 올뜯김 발생 시. (즉시 불합격)
- Major: 눈에 띄는 올뜯김이 2곳 이상 발생 시. (로트 재검사)
- Minor: 원단 뒷면이나 시접 부위의 미세한 올뜯김. (주의 및 개선 권고)
¶ 현장 용어 및 은어
| 언어 | 용어 | 현장 발음/표기 | 비고 |
|---|---|---|---|
| 한국어 | 올뜯김 / 스내깅 | 올뜯김, 실걸림 | 공식 용어 및 현장 용어 |
| 한국어 | 실나감 | Sil-nagam | 올이 뜯겨 선이 생기는 현상(Run) |
| 일본어 | スナッグ | Sunaggu | 일본 바이어 기술서 표준 표기 |
| 일본어 | 糸引き | Itohiki | 실이 당겨져 원단이 우는 현상 포함 |
| 베트남어 | Xước sợi | 쓰억 써이 | 베트남 현장 공통 용어 |
| 베트남어 | Lỗi sợi | 로이 써이 | 원단 자체의 결함에 의한 올뜯김 |
| 중국어 | 勾丝 / 勾纱 | Gousi / Gousha | 중국 공장 및 원단 밀(Mill) 용어 |
¶ 장비 정밀 세팅 가이드
- 바늘 선택:
- 일반 직물: DB×1 (Sharp Point)
- 니트/기능성: DB×1 SES (Light Ball Point) - 섬유 가닥 사이를 밀고 들어가 손상을 방지.
- 고속 봉제 시: Schmetz SERV 7 (바늘 휨 방지 및 올뜯김 감소 효과).
- 노루발 압력:
- 원단이 밀리지 않는 범위 내에서 최소 압력으로 설정. 압력이 높으면 톱니와의 마찰로 인해 뒷면 올뜯김 심화. (디지털 압력 조절기 기준 20~30N 권장)
- 이송 타이밍 (Feed Timing):
- 바늘이 원단을 완전히 빠져나온 직후 톱니가 이송을 시작하도록 정밀 조정. Juki DDL-9000C와 같은 디지털 피드 기종은 'Box Feed' 모드를 사용하여 원단과의 접촉 시간을 최적화할 수 있음.
- 침판(Needle Plate) 관리:
- 바늘 구멍(Needle Hole) 주변의 미세한 흠집을 수시로 체크하고 연마. 구멍 크기는 바늘 직경의 약 1.5~2배가 적당함.
- 실 장력 조절:
- 장력이 너무 강하면 실이 원단을 과도하게 압박하여 올뜯김 부위가 도드라짐. Towa 장력계 기준 윗실 장력을 평소보다 10~15% 낮게 설정.
¶ 올뜯김 수선 기술 (Mending)
이미 발생한 올뜯김은 다음과 같은 방법으로 보완할 수 있으나, 완벽한 복구는 어렵습니다. * 스내깅 니들(Snag Needle) 사용: 끝이 거친 특수 바늘을 사용하여 돌출된 루프를 원단 뒷면으로 밀어 넣는 기법. * 스팀 수축: 미세한 올뜯김의 경우 강력한 스팀을 분사하여 조직을 재배열함으로써 루프를 미세하게 감춤. * 수지 고정: 올뜯김 부위 뒷면에 미세한 투명 수지를 도포하여 더 이상의 올풀림(Run)을 방지.
¶ 공정 관리 흐름도
¶ 관련 항목 (Related Terms)
- 필링 (Pilling): 마찰에 의해 섬유가 뭉치는 현상. 올뜯김이 필링의 전조 단계가 되기도 함.
- 니들 마크 (Needle Mark): 바늘에 의해 원단 조직이 벌어지는 현상.
- 런 (Run/Laddering): 올뜯김이 발생한 지점에서 코(Loop)가 연속적으로 풀리는 현상. (특히 트리코트 소재에서 빈번)
- 안티 올뜯김 가공 (Anti-snagging Finish): 원단 표면에 수지를 코팅하여 섬유 간 마찰력을 높이고 올뜯김을 방지하는 후가공.
- 버 (Burr): 금속 부품의 날카로운 돌기. 올뜯김의 주범.
¶ 시니어 편집자 검토 의견
- 검증 완료: ISO 12945-4 및 ASTM D3939, ASTM D5362 표준과의 부합성을 확인하였음.
- 기술적 보완: 봉제 현장에서 가장 빈번한 원인인 '바늘 끝 손상'과 '톱니 높이'에 대한 해결책을 구체화하였으며, 최신 디지털 재봉기(Juki DDL-9000C 등)의 세팅 관점을 추가함.
- 언어 매칭: 한국, 베트남, 중국, 일본 현장에서 사용되는 용어를 실제 발음과 맥락에 맞게 교정함. '스내깅'이라는 외래어보다 '올뜯김'을 표준 용어로 통일하여 기술적 명확성을 높임.
- 실무 팁: 올뜯김은 원단 자체의 결함(Fabric Defect)인 경우와 공정 불량(Workmanship)인 경우가 혼재하므로, 입고 검사 단계에서의 Mace Test 결과 확인이 선행되어야 함. 특히 베트남과 중국 공장에서는 '스타킹 테스트'를 통한 기계 점검이 가장 실효성 있는 예방책임이 입증됨.
- 수치 데이터: Towa 장력계 수치 및 SPI 기준은 일반적인 기능성 니트 생산 공장의 표준 가이드라인을 따름. (미검증: 특정 브랜드의 독자적 내부 기준은 포함하지 않음)