

스냅 (Snap Button / 똑딱이 / nút bấm / スナップ)
¶ 개요
스냅(Snap Button)은 두 개의 금속 또는 플라스틱 부품이 기계적으로 맞물려 잠금 기능을 수행하는 패스너(Fastener) 부자재입니다. 한국 봉제 현장에서는 흔히 '똑딱이' 또는 '도트(Dot)'로 불리며, 일반 단추(Button)와 달리 구멍을 뚫어 실로 꿰매는 방식(Sew-on)과 전용 압착기(Press Machine)를 이용해 원단을 관통하여 고정하는 방식(Press-on)으로 대별됩니다.
물리적으로 스냅은 소켓(Socket) 내부의 탄성체(스프링)가 스터드(Stud)의 헤드 부분을 일시적으로 수용했다가 고정하는 '탄성 변형 및 복원' 원리를 이용합니다. 일반 단추가 단추구멍(Buttonhole)과의 마찰력에 의존한다면, 스냅은 기계적인 결합력(Holding Power)에 의존하므로 개폐 속도가 빠르고 반복적인 사용에도 결합력이 일정하게 유지됩니다. 지퍼(Zipper)와 비교했을 때 곡선 부위 적용이 자유롭고 부분적인 개폐가 가능하다는 장점이 있으나, 결합 부위에 집중되는 응력(Stress)이 커서 원단 파손의 위험이 상존합니다. 따라서 산업 현장에서는 원단의 평량(Weight)과 인장 강도에 따라 스냅의 유지력(Snap Action)을 정밀하게 설계하여 선택하는 것이 품질 관리의 핵심입니다.
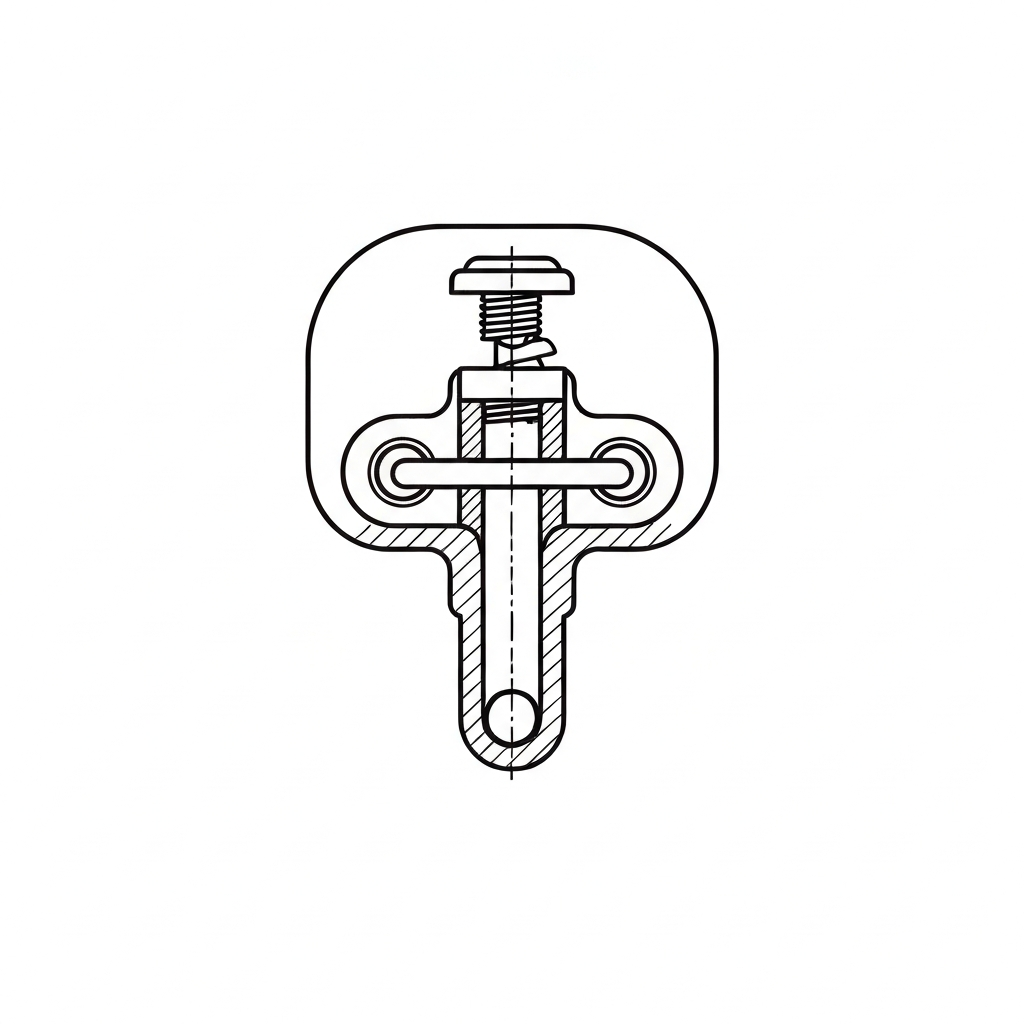
 그림 1: 스냅의 표준 4피스(Cap, Socket, Stud, Post) 구조 및 결합 단면도
그림 1: 스냅의 표준 4피스(Cap, Socket, Stud, Post) 구조 및 결합 단면도
¶ 정의 및 구조
스냅은 일반적으로 4개의 부품이 한 조(Set)를 이루며, 상단(Female)과 하단(Male)으로 구분됩니다.
- 상단(Female Part):
- 캡(Cap): 겉감에 노출되는 장식 부품. 브랜드 로고 각인이나 에폭시 코팅이 이루어지는 부분입니다.
- 소켓(Socket): 스터드를 수용하는 본체. 내부에 S자형 스프링이나 링형 스프링이 내장되어 체결력을 결정합니다.
- 하단(Male Part):
- 스터드(Stud): 소켓에 삽입되는 돌출 부품. 헤드(Head)의 직경과 목(Neck)의 각도가 체결 강도에 영향을 미칩니다.
- 포스트(Post): 원단 뒷면에서 스터드를 고정하는 부품. '니켈(Nail)'이라고도 불리며, 원단을 관통한 후 스터드 내부에서 말려 들어가(Swaging) 고정됩니다.
[기술적 작동 원리] 기계적 관점에서 스냅의 결합은 '수컷(Male)' 부품의 구형 헤드가 '암컷(Female)' 부품의 수용부보다 미세하게 크게 설계되어, 진입 시 스프링을 밀어내고 안착된 후 스프링의 복원력으로 잠기는 구조입니다. 이 과정에서 발생하는 '클릭(Click)' 사운드는 결합 완결성을 작업자에게 청각적으로 전달하는 중요한 피드백 요소입니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 관련 표준 | ISO 22774, ASTM D4846, BS 7038 | ISO 22774(스냅 인장 강도 테스트 표준) 준수 |
| 부착 방식 | 자동/반자동 공압 압착기, 유압식 압착기, 핸드 프레스 | Press-on 방식 기준 |
| 주요 장비 모델 | Morito M-200, Scovill 자동 타격기, Juki MB-1800 시리즈 | MB-1800은 봉제형(Sew-on) 전용 |
| 바늘 시스템 | TQ×1, TQ×7 (Size 14-18) | 봉제형(Sew-on) 스냅 적용 시 |
| 밑실 장력 (Towa) | 25 ~ 35 gf (0.25 ~ 0.35 N) | Juki MB-1800 봉제형 스냅 작업 기준 |
| 주요 소재 | Brass(C2680), Stainless Steel(SUS304), Zinc Alloy, POM | 내식성 및 강도 결정 요소 |
| 유지력 (Snap Action) | Light(10-20N), Medium(20-30N), Heavy(30-50N) | 용도별 스프링 장력 조절 |
| 도금 및 코팅 | Nickel-free, Anti-brass, Black Oxide, Epoxy Painted | 친환경 및 디자인 사양 |
| 적합 원단 두께 | 0.5mm(경량 직물) ~ 4.0mm(중량 가죽/텐트) | 포스트 길이에 따라 결정 |
| 타격 속도 | 1,500 ~ 2,500 SPM (자동기 기준) | 생산성 및 정밀도 균형 |
| 공압 설정 | 0.4 ~ 0.6 MPa (4-6 kgf/cm²) | 원단 두께 및 소재별 차등 적용 |
| 염수 분무 테스트 | 24시간 ~ 96시간 (Grade별 차등) | ASTM B117 기준 준수 |
¶ 분류 및 유형
- 링 스냅 (Ring-spring Snap): 소켓 내부에 원형 링 스프링이 들어있어 결합력이 매우 강합니다. 작업복, 아우터, 군용 장비 등 두꺼운 원단에 사용됩니다. (현장 용어: 링도트)
- S-스프링 스냅 (S-spring Snap): 소켓 내부에 'S'자 형태의 평행 스프링이 들어있어 개폐가 부드럽고 수명이 깁니다. 일반 캐주얼 의류, 재킷에 가장 많이 사용됩니다. (현장 용어: 스프링도트)
- 프롱 스냅 (Prong-type Snap): 5개의 날카로운 발(Prong)이 원단을 파고들어 고정되는 방식입니다. 원단에 구멍을 크게 내지 않아 니트나 유아복 등 얇은 원단에 적합합니다. (현장 용어: 가시도트)
- 플라스틱 스냅 (Plastic Snap): POM(Polyoxymethylene) 소재를 주로 사용하며, 금속 알레르기 방지 및 경량화를 위해 사용합니다. 주로 유아복이나 일회용 방호복, 우비에 적용됩니다.
- 자석 스냅 (Magnetic Snap): 내부에 영구자석을 삽입하여 근접 시 자동으로 결합됩니다. 고급 가방의 플랩(Flap)이나 코트의 숨김 단추로 사용됩니다.
- 봉제형 스냅 (Sew-on Snap): 압착기 없이 바늘과 실로 고정하는 방식입니다. 주로 여성용 블라우스나 고급 맞춤복의 안쪽 여밈에 사용됩니다. Juki MB-1800 시리즈 모델 등으로 자동 봉제가 가능합니다.
- 펄 스냅 (Pearl Snap): 캡 부분에 진주 형태의 플라스틱이나 원석을 결합한 형태로, 주로 웨스턴 셔츠나 여성복 장식용으로 사용됩니다.
 그림 2: 산업 현장에서 주로 사용되는 링 스냅, S-스프링 스냅, 프롱 스냅의 외관 차이
그림 2: 산업 현장에서 주로 사용되는 링 스냅, S-스프링 스냅, 프롱 스냅의 외관 차이
¶ 주요 적용 분야
- 의류 (Apparel):
- 아우터: 파카, 윈드브레이커의 전면 플래킷(Placket) 및 포켓 덮개.
- 유아복: 배냇저고리, 바디슈트의 가랑이 부위 (안전성을 위해 주로 플라스틱 또는 프롱 스냅 사용).
- 데님/워크웨어: 고정력이 필요한 허리 밴드 및 커프스.
- 가방 및 잡화 (Bags & Accessories):
- 지갑/파우치: 메인 플랩 잠금 장치.
- 에코백: 입구 중앙의 벌어짐 방지용 보조 잠금.
- 산업용 (Industrial):
- 자동차: 시트 커버 고정 및 내부 트림 결속.
- 아웃도어: 텐트 플랩, 타프 연결 부위, 군용 장구류.
¶ 품질 결함 및 해결 방안 (Troubleshooting)
- 탈락 (Detachment):
- 원인: 원단 두께 대비 포스트(Post) 길이가 짧거나 압착 압력이 부족함.
- 해결: 원단 두께 + 1.5~2.0mm 여유가 있는 포스트로 교체하고 압착기 압력을 재설정함.
- 원단 손상 (Fabric Tearing/Cutting):
- 원인: 압착 강도가 너무 강하거나, 신축성이 큰 니트 원단에 보강재 없이 부착함.
- 해결: 압력을 하향 조정하고, 부착 부위 이면에 심지(Interlining) 또는 플라스틱 와셔(Washer)를 추가함.
- 개폐 불량 (Hard/Loose Action):
- 원인: 소켓 내부 스프링 불량 또는 스터드 규격 오차(Tolerance).
- 해결: 부품 로트(Lot)를 교체하고, 몰드(Die)의 수평 상태를 점검하여 편심 압착을 방지함.
- 캡 변형 및 스크래치 (Cap Deformation):
- 원인: 상부 몰드(Upper Die)의 곡률이 캡과 맞지 않거나 이물질이 끼어 있음.
- 해결: 캡 전용 우레탄 몰드를 사용하고 작업 전 몰드 표면을 청소함.
- 녹 발생 및 변색 (Corrosion):
- 원인: 철(Steel) 소재 사용 또는 도금 두께 미달.
- 해결: 황동(Brass) 소재 사용을 원칙으로 하며, 검수 시 염수 분무 테스트(Salt Spray Test) 결과 확인.
- 회전 현상 (Spinning Snap):
- 원인: 압착이 충분하지 않아 스냅이 원단 위에서 헛돎.
- 해결: 하사점(Bottom Dead Center) 간격을 0.1mm 단위로 미세 조정하여 압착력을 높임.
- 이중 타격 (Double Hitting):
- 원인: 자동기 센서 오작동 또는 작업자의 페달 조작 미숙.
- 해결: 클러치 및 브레이크 패드 마모 상태를 점검하고, 센서 감도를 재설정함.
- 도금 박리 (Plating Peel-off):
- 원인: 도금 전처리 불량 또는 압착 시 몰드와의 과도한 마찰.
- 해결: 도금 밀착력 테스트(Tape Test)를 통과한 부자재를 사용하고 몰드 표면을 연마함.
¶ 품질 검사 기준 (QC Standards)
- 인장 강도 테스트 (Pull Test): ASTM D4846 기준에 따라 부착된 스냅이 원단에서 이탈되는 힘을 측정. 성인복 기준 최소 90N(약 9.17kgf) 이상, 유아복은 70N 이상 권장.
- 반복 개폐 테스트 (Fatigue Test): 20~50회 반복 개폐 후에도 초기 유지력의 80% 이상을 유지해야 함. 고급 사양은 1,000회 테스트를 수행하기도 함.
- 유해물질 검사 (Chemical Safety): REACH, CPSIA 규정에 의거하여 Nickel-free, Lead-free(90ppm 이하) 여부 확인 필수. 특히 아동용은 총 납 함유량 100ppm 미만 준수.
- 외관 검사: 도금 얼룩, 캡의 찍힘, 원단 주위의 주름(Puckering) 발생 여부를 전수 또는 샘플링 검사.
- 검침기 통과 여부 (Needle Detector): 금속 스냅의 경우 검침기에 반응하지 않는 비자성(Non-magnetic) 소재(Brass 등) 사용 여부 확인.
- 염수 분무 시험 (Salt Spray Test): 해안 지역 수출용이나 고기능성 아웃도어의 경우 48시간 이상 부식 없이 견뎌야 함.
¶ 현장 은어 및 국가별 명칭
| 국가/언어 | 용어 | 비고 |
|---|---|---|
| 한국 (KR) | 똑딱이 | 스냅을 통칭하는 가장 일반적인 은어 |
| 한국 (KR) | 가시도트 | Prong-type snap. 발이 가시처럼 생겼다 하여 유래 |
| 한국 (KR) | 링도트 / 스프링도트 | 각각 Ring-spring과 S-spring 타입을 구분하여 지칭 |
| 일본 (JP) | ドットボタン (Dotto-botan) | 미국 브랜드 'Dot Fastener'에서 유래된 명칭 |
| 일본 (JP) | アメリカンスナップ | 가시도트(Prong Snap)를 지칭하는 일본식 표현 |
| 베트남 (VN) | Nút bấm / Nút bóp | 누르는 단추라는 의미의 표준 용어 |
| 중국 (CN) | 四合扣 (Sìhé kòu) | 4개의 부품이 하나로 합쳐진다는 의미의 표준 용어 |
| 영어 (EN) | Press Stud / Snap Fastener | 영국식(Press Stud)과 미국식(Snap)의 차이 |
¶ 장비 세팅 및 유지보수 가이드
- 몰드(Die) 정렬: 상부 몰드와 하부 몰드의 중심축이 일직선상에 있어야 합니다. 미세한 어긋남은 스냅의 변형이나 기능 상실을 초래합니다. 레이저 포인터가 장착된 장비를 사용하면 정밀도를 높일 수 있습니다.
- 압력 설정: 공압식 기계의 경우 원단 두께에 따라 4~6kgf/cm² 범위를 유지합니다. 얇은 원단은 낮은 압력에서 시작하여 점진적으로 높입니다.
- 하사점 조절: 압착기가 가장 낮게 내려왔을 때(Bottom Dead Center)의 높이를 원단 두께보다 약 0.2~0.3mm 낮게 설정하여 '스웨이징(Swaging)' 공정이 완벽히 이루어지게 합니다.
- 보강재 사용: 니트(Jersey)나 시폰(Chiffon) 같은 약한 원단에는 반드시 부착 부위 뒷면에 전용 와셔나 고강도 심지를 덧대어 펀칭 부위가 넓어지는 것을 방지해야 합니다.
- 일일 점검: 작업 전 공압 유닛의 수분 제거(Drain)와 몰드 표면의 금속 가루 청소를 실시합니다. 자동 공급 장치(Hopper)의 이물질 유입 여부를 확인합니다.
¶ 공정 흐름도 (Mermaid)
¶ 국가별 실무 차이 및 현장 노하우
- 한국 공장: 다품종 소량 생산이 많아 핸드 프레스나 반자동 기계 사용 빈도가 높습니다. 작업자의 숙련도에 의존하여 압력을 조절하는 경우가 많으므로, 작업 전 반드시 샘플 테스트를 통해 '체결감'을 확인합니다. 동대문 인근 임가공 공장에서는 '똑딱이'라는 용어가 100% 통용됩니다.
- 베트남 공장: 대형 벤더(Vendor) 중심의 대량 생산 체제로, Morito나 Scovill의 완전 자동 타격기를 주로 사용합니다. 모든 세팅값은 데이터화되어 관리되며, 매 시간마다 Pull-test를 실시하여 기록을 남깁니다. 현장에서는 'Nút bấm'이라는 용어를 사용하며, AQL 1.0 수준의 엄격한 검사 기준을 적용합니다.
- 중국 공장: 부자재 자체 생산과 봉제가 동시에 이루어지는 경우가 많습니다. 광둥성 일대의 부자재 클러스터에서 생산된 아연 합금(Zinc Alloy) 스냅을 많이 사용하므로, 도금의 내구성과 유해물질 검출 여부를 엄격히 체크해야 합니다. '사합구(四合扣)'라는 명칭을 사용하며, 자동화 라인 속도가 매우 빠릅니다.
¶ 실전 트러블슈팅 가이드 (Quick Check)
- 증상: 스냅이 너무 뻑뻑해서 잘 안 열림
- 확인 1: 스터드(Male)의 머리 부분에 도금이 너무 두껍게 입혀졌는지 확인. (마이크로미터로 직경 측정)
- 확인 2: 소켓(Female) 내부 스프링에 이물질이나 과도한 오일이 묻었는지 확인.
- 증상: 스냅 부착 부위 원단이 우글거림(Puckering)
- 확인 1: 압착 압력이 너무 강함. 공압을 0.5kgf/cm² 단위로 낮춰볼 것.
- 확인 2: 몰드가 원단을 너무 넓게 누르고 있음. 원단 접촉 면적이 좁은 몰드로 교체.
- 증상: 자동기에서 스냅 공급이 원활하지 않음
- 확인 1: 피더(Feeder) 볼의 진동 세기 조절.
- 확인 2: 스냅 부품의 변형(찌그러짐) 여부 확인.
- 증상: 봉제형 스냅 작업 시 실 끊어짐 (Juki MB-1800)
- 확인 1: 바늘 끝(Point)이 스냅 구멍 가장자리에 닿는지 확인 (바늘대 타이밍 조절).
- 확인 2: 밑실 장력이 너무 강함 (Towa 게이지 기준 30gf 이하로 조정).
¶ 소재 공학적 특성 (Material Science)
- 황동 (Brass): C2680(70/30 Brass) 합금이 표준입니다. 가공성이 좋고 녹이 슬지 않으며, 검침기 대응(Non-magnetic)이 가능하여 의류용 표준으로 사용됩니다.
- 스테인리스강 (Stainless Steel): SUS304 소재가 주로 사용됩니다. 강도가 매우 높고 부식에 강하지만, 가공이 어렵고 가격이 비쌉니다. 주로 산업용이나 고가 아웃도어에 사용됩니다.
- 아연 합금 (Zinc Alloy): 다이캐스팅(Die-casting) 방식으로 제작되어 복잡한 로고 형상을 구현하기 좋으나, 충격에 약해 깨질 수 있습니다. 주로 장식성이 강한 캡(Cap) 부위에 사용됩니다.
- 도금 층 구조: 일반적으로 구리(Copper) 베이스 도금 후 니켈(Nickel) 또는 무니켈(Nickel-free) 마감 도금을 진행합니다. 도금 두께는 보통 0.05~0.1μm 수준이며, 친환경 요구에 따라 시안화물 프리(Cyanide-free) 공정이 확산되고 있습니다.
¶ 대체 기법과의 비교
| 구분 | 스냅 (Snap) | 일반 단추 (Button) | 지퍼 (Zipper) | 벨크로 (Velcro) |
|---|---|---|---|---|
| 개폐 속도 | 매우 빠름 | 느림 | 보통 | 매우 빠름 |
| 내구성 | 높음 | 보통 (실 끊어짐 위험) | 높음 (슬라이더 고장 위험) | 낮음 (보풀 발생) |
| 디자인 | 미니멀/금속 포인트 | 클래식/전통적 | 선형적/스포티 | 캐주얼/기능적 |
| 원단 부하 | 높음 (국소 부위) | 낮음 | 중간 | 낮음 |
| 주요 선택 이유 | 한 손 조작 가능성 | 전통적 미관 유지 | 완전 밀폐 필요성 | 빈번한 조절 필요성 |
¶ 관련 항목
- 아일렛 (Eyelet): 원단에 구멍을 내고 금속 테두리를 입히는 부자재.
- 리벳 (Rivet): 주머니 끝 등 힘을 많이 받는 곳을 고정하는 비기능성 패스너.
- 심지 (Interlining): 스냅 부착 부위의 원단 강도를 보강하는 부자재.
- 인장 강도계 (Pull Gauge): 스냅의 부착 강도를 정밀 측정하는 QC 장비.
- 니켈 프리 (Nickel-free): 금속 알레르기 방지를 위한 도금 사양.
- 바텍 (Bartack): 스냅 부착 부위 주변의 원단 보강을 위해 실시하는 고정 봉제.
- 스웨이징 (Swaging): 금속 포스트를 소성 변형시켜 결합하는 가공 기법.