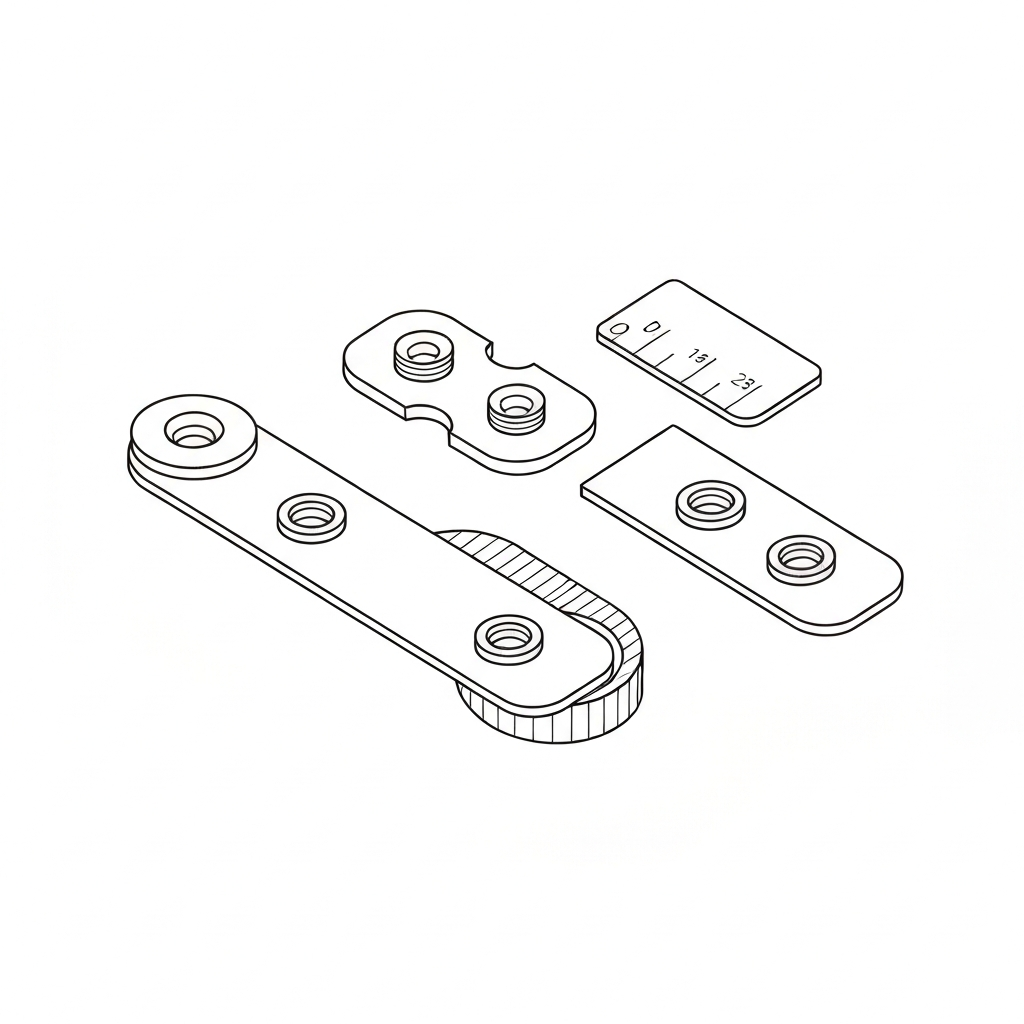
 그림 1: 산업용 4합 금속 스냅 단추의 구조 및 구성 요소 (Cap, Socket, Stud, Post)
그림 1: 산업용 4합 금속 스냅 단추의 구조 및 구성 요소 (Cap, Socket, Stud, Post)
¶ 개요
스냅 단추(Snap Fastener)는 두 개의 자재를 기계적 맞물림을 통해 일시적으로 결합하고 분리할 수 있게 설계된 체결 부자재이다. 봉제 산업 현장에서는 흔히 '똑딱이' 또는 '도트 버튼(Dot Button)'으로 불리며, 가방, 의류, 텐트, 자동차 내장재 등 광범위한 제품군에 사용된다. 일반적인 단추와 달리 단추구멍(Buttonhole) 공정이 필요 없으며, 전용 몰드를 이용한 압착(Pressing) 또는 재봉기를 이용한 봉제(Sewing) 방식으로 부착된다.
스냅 단추는 단순한 체결구를 넘어 제품의 사용 편의성(User Experience)과 생산 효율성을 결정짓는 핵심 요소이다. 물리적 메커니즘 측면에서 지퍼(Zipper)가 연속적인 선형 결합을 제공한다면, 스냅 단추는 특정 지점(Point)의 결합을 담당한다. 이는 벨크로(Velcro)보다 결합음이 작고 내구성이 높으며, 일반 단추(Button)에 비해 개폐 속도가 압도적으로 빠르다는 장점이 있다. 특히 단추구멍 공정을 생략할 수 있어 생산 리드타임(Lead Time)을 단축하고 원단 손상 위험을 줄이는 경제적 이점을 제공한다. 산업 현장에서는 결합 강도, 사용 빈도, 자재의 두께에 따라 적절한 스냅의 종류와 압착 강도를 선택하는 것이 품질 관리의 핵심이다.
 그림 2: 아웃도어 웨어 및 가방 덮개에 적용된 산업용 스냅 단추 사례
그림 2: 아웃도어 웨어 및 가방 덮개에 적용된 산업용 스냅 단추 사례
¶ 정의 및 구조
스냅 단추는 암수 한 쌍이 결합될 때 발생하는 스프링의 탄성 또는 금속의 마찰력을 이용해 고정력을 얻는다.
-
4합 구조 (Standard 4-part Snap): 가장 일반적인 압착형 스냅의 구조이다.
- 캡 (Cap/Top): 외부로 노출되는 장식적인 부분. 브랜드 로고 각인이나 도장 처리가 이루어지는 얼굴 역할을 한다. 재질은 주로 황동(Brass)이나 스테인리스강이 사용된다.
- 소켓 (Socket/Female): 캡과 결합되어 스터드를 수용하는 암 부품. 내부에 스프링(S-spring 또는 Ring-spring)이 포함되어 실제 체결력을 결정한다.
- 스터드 (Stud/Male): 소켓에 삽입되는 수 부품. 머리 부분의 직경과 형상이 소켓의 스프링과 정밀하게 맞물려야 한다.
- 포스트 (Post/Bottom): 스터드를 원단 반대편에서 고정하는 부품. 원단을 관통하여 스터드 내부에서 말려 들어가며(Curling) 영구 고정된다.
-
작동 원리 및 물리적 상호작용: 스냅 단추의 핵심은 '간섭 적합(Interference Fit)'과 '탄성 복원력'의 조화에 있다. 소켓 내부의 금속 스프링은 스터드 머리가 진입할 때 일시적으로 확장되었다가, 머리가 통과하는 순간 원래의 위치로 수축하며 스터드의 목(Neck) 부분을 감싼다. 이때 발생하는 '딸깍' 하는 소리와 진동이 사용자에게 결합 완료를 알리는 피드백이 된다. 봉제형 스냅의 경우, 금속판 자체의 탄성보다는 물리적인 걸림 구조에 의존하며, 실(Thread)의 장력과 원단의 지지력이 결합 안정성을 보조한다.
-
역사적 배경 및 현장 인식: 1886년 프랑스 그르노블(Grenoble)의 발명가 알베르 피에르 레이몽(Albert-Pierre Raymond)이 'le rivet-bouton-pressé'라는 명칭으로 특허를 획득한 것이 현대적 스냅의 시초이다(검증 완료). 이후 1903년 독일의 한스 프림(Hans Prym)이 소켓 내부에 스프링을 삽입하는 구조를 개선하여 대중화에 기여하였다. 한국 공장에서는 일본어의 영향으로 '도트(Dot)'라는 명칭이 지배적이며 정밀한 압착 세팅을 중시한다. 반면 베트남과 중국의 대형 수출 공장에서는 자동 공급기(Auto-feeding machine)를 활용한 대량 생산 효율성과 검침기(Needle Detector) 대응 자재 관리에 더 큰 비중을 둔다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | 봉제형: 101(단봉 체인), 107(지그재그 체인), 304(지그재그 본봉) | 압착형은 해당 없음 |
| 기계 유형 | 공압식 압착기, 수동 핸드 프레스, 자동 공급 스냅기, 전자 단추달이 재봉기 | 자동기는 상/하단 동시 공급 |
| 주요 장비 모델 | Morito M-200, Juki MB-1800B, Brother BE-438FX | MB-1800B/BE-438FX는 봉제형 대응 |
| 바늘 시스템 | 봉제형: TQ×1, TQ×7, DP×17 | 자재 두께 및 스냅 크기에 따라 선택 |
| 인장 강도 (Pull Strength) | 성인용: 120N 이상 / 아동복: 90N(20lbs) 이상 | ASTM F963, EN71-1 준수 |
| 주요 재질 | 황동(C2680), 스테인리스(SUS304), 폴리아세탈(POM) | 황동은 검침기 대응(Non-ferrous) 필수 |
| 표면 처리 (Plating) | 무니켈(Nickel-free), 흑니켈, 앤틱 브라스, 정전기 도장 | 도금 두께 0.05~0.1μm 기준 |
| 사이즈 단위 | Ligne(L) 또는 mm (예: 24L = 15mm, 1L = 0.635mm) | 13mm, 15mm가 가장 범용적 |
| 염수 분무 테스트 | ISO 9227 기준 24~48시간 (부식 방지 확인) | 아웃도어 및 해양용은 96시간 요구 |
| 검침기 대응 | Non-ferrous (비철금속) 자재 사용 필수 | 감도 1.0mm~1.2mm Fe 기준 통과 |
| 봉제 속도 (spm) | 봉제형: 1,500 ~ 2,000 spm | 자동 압착기는 사이클 타임 기준 |
¶ 적용 분야
- 가방 및 잡화 (Bag Parts):
- 백팩의 사이드 포켓 및 메인 덮개(Flap) 고정.
- 토트백 내부 파우치 탈부착용.
- 지갑의 동전 수납부 및 카드 홀더 여밈.
- 숄더 스트랩의 어깨 패드 고정부.
- 의류 (Garment):
- 아웃도어 점퍼의 윈드 플랩(Wind Flap) 및 소매 커프스.
- 아동복(Baby Rompers)의 가랑이 부위 (잦은 기저귀 교체 대응).
- 워크웨어(Workwear)의 포켓 및 앞여밈.
- 산업용 및 기타:
- 자동차 시트 커버 및 바닥 매트 고정.
- 군용 전술 조끼(MOLLE)의 파우치 결합.
- 의료용 환자복 및 일회용 수술 가운.
¶ 주요 결함 및 해결 방안
- 유격 및 회전 (Loose/Spinning Snap):
- 원인: 원단 두께에 비해 포스트(Post)가 너무 길거나 압착 압력이 낮음.
- 해결: 원단 두께에 맞는 짧은 포스트로 교체하거나 압착기의 스트로크(Stroke) 깊이를 재설정. 현장에서는 포스트 끝단이 스터드 내부에서 충분히 말렸는지(Curling) 확인해야 함.
- 원단 손상 및 미어짐 (Fabric Tearing):
- 원인: 얇은 원단이나 신축성 원단에 보강재 없이 스냅을 타격함.
- 해결: 스냅 부착 부위 안쪽에 비접착 심지, 플라스틱 와셔(Washer) 또는 타링(Tarring) 보강재를 반드시 삽입. 특히 니트류는 열부착 보강 테이프 사용 권장.
- 캡 찌그러짐 (Cap Deformation):
- 원인: 상부 몰드(Upper Die)의 곡률이 캡과 일치하지 않거나 압력이 과도함.
- 해결: 해당 스냅 모델 전용 몰드 사용 확인 및 공압 압력 하향 조정. 몰드 내부에 우레탄 패드를 삽입하여 충격 완화.
- 개폐 장력 불균일 (Inconsistent Tension):
- 원인: 소켓 내부 스프링 불량 또는 압착 시 수직 정렬(Alignment) 불량.
- 해결: 레이저 포인터를 활용한 센터 정렬 및 소켓 부품의 샘플링 검사 강화. 스프링의 탄성이 죽었을 경우 소켓 제조 로트(Lot) 전체 교체 검토.
- 도금 박리 및 부식 (Plating Failure/Corrosion):
- 원인: 저가형 전해 도금 사용 또는 세탁 시 화학 반응.
- 해결: 염수 분무 테스트(Salt Spray Test) 48시간 이상 통과 제품 및 검침기 대응(Non-ferrous) 자재 사용. 도금 후 코팅(Lacquer) 공정 추가 확인.
¶ 품질 검사 및 관리 기준 (QC)
- 인장 테스트 (Pull Test): 전용 인장 강도 측정기(예: Imada Force Gauge)를 사용하여 스냅이 원단에서 뽑히는 힘을 측정. 아동복의 경우 9kg(20lbs)의 힘으로 10초간 유지 시 이탈이 없어야 함. (ASTM F963 준수)
- 개폐력 테스트 (Snap Action Test): 스냅을 20회 이상 반복 개폐하여 초기 장력과 비교. 장력 변화가 20% 이내여야 함. Towa 장력계 기준, 일반 의류용은 400~600g, 가방용은 800~1,200g의 개폐력을 표준으로 함.
- 검침기 테스트 (Needle Detector): 의류 및 가방 공정에서는 반드시 '검침기 대응(Non-magnetic)' 스냅을 사용해야 함. 철(Steel) 성분이 포함된 경우 검침기 통과가 불가능하여 출고 불가. 자석을 대보았을 때 붙지 않아야 함.
- 수직도 검사: 상단과 하단이 결합되었을 때 원단이 울거나 뒤틀리지 않고 수평을 유지하는지 확인. 압착 시 몰드의 수평이 맞지 않으면 스냅이 한쪽으로 기울어 결합력이 급감함.
- 화학적 안전성: REACH, RoHS 규정에 의거하여 납(Pb), 카드뮴(Cd), 니켈(Ni) 용출 여부 확인. 특히 아동복은 OEKO-TEX Standard 100 인증 자재 사용 권장.
¶ 현장 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 똑딱이 | 스냅 단추를 통칭하는 가장 흔한 현장 용어 |
| 한국어 | 도도메 (留め) | 일본어 유래. 스냅이나 리벳으로 끝부분을 고정하는 작업 |
| 일본어 | ドットボタン | Dot Button. 일본 및 한국 공장에서 표준처럼 사용 |
| 일본어 | アメリカンホック | American Hook. 주로 링 스냅(Ring Snap)을 지칭 |
| 베트남어 | Nút bấm | '누르는 단추'라는 뜻의 표준 현장 용어 |
| 베트남어 | Nút bóp | 남부 지역에서 주로 사용하는 스냅 단추 용어 |
| 중국어 | 四合扣 (Sìhé kòu) | 4개의 부품이 한 세트라는 의미의 표준 명칭 |
| 중국어 | 揿钮 (Qìnniǔ) | 누르는 단추라는 의미의 기술 용어 |
| 현장 은어 | 삑사리 | 압착 시 센터가 어긋나 스냅이 찌그러진 상태 |
| 현장 은어 | 헛돈다 | 포스트 압착이 부족하여 스냅이 제자리에서 회전하는 현상 |
¶ 장비 세팅 및 작업 가이드
- 압력 설정: 공압식 기계 기준, 일반 직물은 4~5 bar, 가죽이나 두꺼운 캔버스는 5.5~6.5 bar로 설정한다. 압력이 너무 높으면 원단이 절단(Cutting)될 수 있고, 낮으면 유격이 발생한다.
- 몰드(Die) 관리: 몰드 내부에 이물질이나 금속 파편이 끼면 캡에 스크래치가 발생하므로 작업 전 에어건으로 청소한다. 몰드의 마모 상태를 정기적으로 체크하여 10만 회 타격 시 교체를 검토한다.
- 타공(Punching) 공정: 압착 전 원단에 미리 구멍을 낼 경우, 구멍의 크기는 포스트 지름보다 0.5mm 작게 타공하여 체결력을 높인다. 최근 자동기는 타공과 압착이 동시에 이루어지므로 센터 정렬이 더욱 중요하다.
- 방향성 확인: 로고가 각인된 캡의 경우, 제품을 완성했을 때 로고의 방향이 정방향(Upright)을 향하도록 몰드에 배치하는 '로고 정렬' 작업이 필수적이다. 이를 위해 몰드에 가이드 라인을 표시하거나 로고 정렬 기능이 있는 자동기를 사용한다.
¶ 공정 흐름도 (Mermaid)
¶ 관련 항목
- 아일렛 (Eyelet/Grommet): 구멍을 보강하는 금속 링으로 스냅과 공정 방식이 유사함.
- 리벳 (Rivet): 영구 고정용 부자재. 개폐 기능이 없다는 점이 스냅과 다름.
- 심지 (Interlining): 스냅 부착 부위의 파손을 방지하기 위한 필수 보강재.
- 와셔 (Washer): 얇은 원단에서 스냅의 유지력을 높이기 위해 포스트 쪽에 끼우는 플라스틱/금속 판.
- S-Spring vs Ring-Spring: 소켓 내부 스프링 구조에 따른 분류. S-Spring은 두 개의 평행한 철사가 'S'자 형태로 배치되어 부드러운 개폐감(의류용)을 주며, Ring-Spring은 원형의 스프링이 스터드를 강력하게 잡아주어 고정력(가방/군용)이 강함.
¶ 국가별 생산 현장 실무 차이
- 한국 공장: 다품종 소량 생산이 많아 수동 핸드 프레스나 소형 공압기를 선호한다. 작업자의 숙련도에 의존하는 경향이 크며, '도도메' 위치의 정밀도를 매우 엄격하게 관리한다. 특히 가죽 잡화의 경우 기성 몰드를 깎아서 커스텀 몰드를 제작해 사용하는 기술적 자부심이 높다.
- 베트남 공장: 대형 OEM 공장이 많아 자동 공급 스냅기(Auto-feeding machine)를 주로 사용한다. 장비 세팅(Setting) 값이 데이터화되어 있으며, 생산 전 'Pull Test' 보고서 작성이 필수적인 QC 절차로 정착되어 있다. 바이어의 요구에 따라 매 시간당 5pcs 이상의 샘플링 검사를 수행하는 것이 일반적이다.
- 중국 공장: 부자재 공급망이 발달하여 다양한 디자인의 스냅을 빠르게 수급한다. 대량 생산 시 단가를 낮추기 위해 황동 대신 아연 합금(Zinc Alloy)이나 철(Steel) 재질을 사용하는 경우가 있어, 검침기 대응 여부를 반드시 확인해야 한다. 광둥성 지역의 공장들은 자동화율이 매우 높으며, 비전 센서를 이용한 불량 검출 시스템을 도입하기도 한다.
¶ 실전 트러블슈팅 가이드 (현장 노하우)
- 증상: 스냅을 채웠을 때 원단이 우는 현상 (Puckering)
- 진단: 상단과 하단의 위치가 미세하게(1mm 이상) 어긋남.
- 조치: 마킹(Marking) 도구를 펜에서 송곳 타공으로 변경하여 정확한 위치를 확보하고, 몰드의 수직 정렬을 재점검한다.
- 증상: 세탁 후 스냅 주위에 녹(Rust) 발생
- 진단: 철(Steel) 재질 자재 사용 또는 도금 불량.
- 조치: 황동(Brass) 재질인지 확인하고, 공급업체에 염수 분무 테스트 성적서를 요구한다. 현장에서는 자석을 대보아 철 성분 유무를 즉시 판별한다.
- 증상: 자동 공급기에서 스냅이 자주 걸림 (Jamming)
- 진단: 스냅 부품의 외경 치수 불균일(Tolerance 초과) 또는 공급 레일의 이물질.
- 조치: 부품의 치수 공차를 확인하고, 레일에 실리콘 스프레이를 소량 도포하여 마찰을 줄인다. 공급 호퍼(Hopper)의 진동 강도를 재조정한다.
- 증상: 캡 표면의 로고가 깎이거나 흐릿함
- 진단: 상부 몰드의 깊이가 너무 얕거나 타격 압력이 과도함.
- 조치: 로고 형상에 맞춘 '조각 몰드'를 제작하여 압력을 분산시킨다. 몰드 바닥에 0.5mm 두께의 고무판을 깔아 완충 작용을 유도한다.
¶ 환경 및 지속가능성 (Sustainability)
최근 글로벌 브랜드(H&M, Inditex 등)는 환경 보호를 위해 스냅 단추의 제조 공정에도 엄격한 기준을 적용한다. * 무전해 도금 (Cyanide-free Plating): 독성 물질인 청화가리를 사용하지 않는 친환경 도금 방식 채택. * 재활용 금속 사용: 리사이클 황동(Recycled Brass)을 사용하여 탄소 배출량 감소. * 플라스틱 대체: 폴리아세탈(POM) 대신 생분해성 수지나 재활용 플라스틱 스냅 도입 확대. * OEKO-TEX Class 1: 영유아 피부에 직접 닿는 제품을 위해 유해 물질이 전혀 없는 최고 등급 인증 자재 사용 필수.
¶ 금속학적 특성 및 도금 공정 상세
스냅 단추의 내구성은 사용된 금속의 합금 비율에 좌우된다. 가장 널리 쓰이는 황동(Brass)의 경우 구리 65%, 아연 35%의 비율(C2680)이 표준이며, 이는 가공성과 탄성 복원력의 최적 균형점이다. 도금 공정에서는 '배럴 도금(Barrel Plating)' 방식이 주로 사용되는데, 이때 무니켈(Nickel-free) 공정은 피부 알레르기를 방지하기 위해 필수적이다. 도금층의 두께는 최소 0.05미크론 이상을 유지해야 하며, 세탁 시 발생하는 마찰과 화학 세제에 의한 변색을 막기 위해 최종 단계에서 투명 래커(Lacquer) 코팅을 추가하는 것이 고품질 사양의 기준이다. 특히 검침기 대응 자재는 구리 합금 내의 철(Fe) 함유량을 0.01% 미만으로 제어해야만 1.2mm 감도의 검침기에서 오작동을 일으키지 않는다.
¶ 봉제형 스냅(Sew-on Snap)의 기술적 특이점
압착형과 달리 실로 꿰매어 고정하는 봉제형 스냅은 주로 고급 여성복이나 맞춤 정장에 사용된다. * 스티치 설정: Juki MB-1800B와 같은 전자 단추달이 기계 사용 시, 스티치 수는 구멍당 6~8땀이 적당하며, 마지막에 매듭(Knotting) 처리가 확실해야 한다. * 실의 선택: 마찰에 강한 코아사(Core Spun Thread) 30's/2 또는 20's/3를 권장한다. * 장력 조절: 밑실(Bobbin) 장력을 평소보다 10~15% 높게 설정하여 스냅이 원단에 밀착되도록 한다. Towa 장력계 기준 밑실 장력 25~30g이 적정선이다. * 이송(Feed) 제어: 스냅의 두께 때문에 노루발이 들릴 수 있으므로, 전용 노루발(Button Clamp)을 사용하여 이송 시 흔들림을 방지해야 한다.
¶ 자동 공급 스냅기(Auto-feeder) 운용 노하우
대량 생산 라인에서 자동기의 성능은 라인 밸런싱(Line Balancing)의 핵심이다. * 센서 정렬: 상/하 부품이 공급 레일을 타고 내려올 때, 광학 센서가 부품의 뒤집힘을 감지해야 한다. 1,000회 타격 당 오작동 1회 미만을 목표로 관리한다. * 윤활 관리: 공급 레일에는 절대 일반 구리스를 사용하지 않는다. 원단 오염의 주원인이 되므로 건식 테플론 스프레이나 휘발성 실리콘 오일을 사용한다. * 속도 최적화: 숙련된 작업자 기준 사이클 타임은 개당 1.5~2초이다. 기계 속도를 너무 높이면 부품 공급이 따라가지 못해 공타(Dry fire)가 발생하고 이는 몰드 파손으로 이어진다.
¶ 소재별 보강재 매칭 가이드
스냅의 유지력은 원단이 아니라 보강재에서 나온다. * 경량 나일론 (20D~40D): 0.5mm 두께의 PVC 와셔 또는 고밀도 타프타(Taffeta) 심지 2겹. * 헤비 캔버스 (10oz 이상): 보강재 없이도 가능하나, 반복 개폐 시 구멍 확장을 막기 위해 부직포 심지(Non-woven) 부착 권장. * 천연 가죽: 가죽의 섬유 조직이 늘어나는 것을 방지하기 위해 연신율이 낮은 폴리에스터 테이프를 내부에 부착한다. * 스트레치 원단 (Spandex 혼용): 열부착 방식의 필름 보강재를 사용하여 스냅 주변의 원단 변형을 원천 차단한다.