¶ 개요
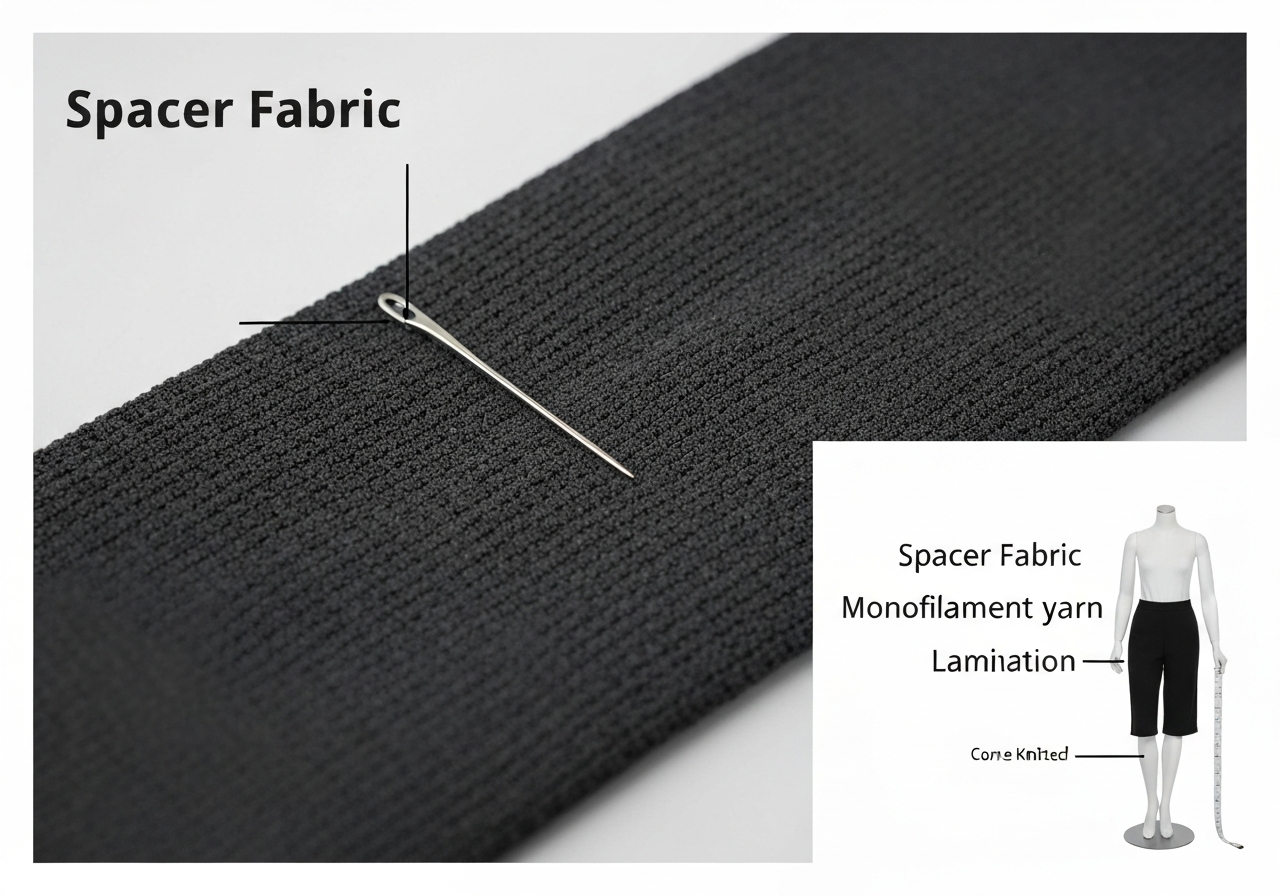
스페이서 원단(Spacer Fabric)은 두 개의 독립적인 직물 또는 편물 층을 중간층의 연결사(Monofilament yarn)가 수직으로 결합하여 3차원 입체 구조를 형성한 고기능성 자재입니다. 일반적인 라미네이팅(Lamination) 원단과 달리 접착제를 사용하지 않고 물리적인 편직 구조로 공간을 형성하므로 통기성, 완충성, 압축 회복력이 탁월합니다. 봉제 현장에서는 특유의 두께감과 탄성으로 인해 이송 불량, 땀뜀(Skipped Stitch), 바늘 열 발생이 잦아 특수 장비 세팅과 숙련된 공정 관리가 요구되는 고난도 자재로 분류됩니다.
[기술적 심화 및 물리적 메커니즘] 스페이서 원단의 핵심은 '스프링 효과(Spring Effect)'에 있습니다. 중간층을 구성하는 모노필라멘트는 수만 개의 미세한 기둥 역할을 하며, 외부 압력이 가해졌을 때 에너지를 흡수하고 압력이 제거되면 즉각적으로 원래의 부피를 회복합니다. 이는 기존의 폴리우레탄(PU) 폼 스펀지 합포 원단이 시간이 지남에 따라 셀(Cell)이 파괴되어 두께가 얇아지는 '헤짐 현상'을 근본적으로 해결합니다. 또한, 접착제를 사용하는 본딩(Bonding) 방식은 공기 구멍을 막아 투습도를 저하시키지만, 스페이서는 물리적 결합 구조 덕분에 공기 투과율(Air Permeability)이 일반 합포 원단 대비 3~5배 이상 높습니다. 이러한 특성 때문에 고가형 기능성 의류와 프리미엄 가방 등판재에서 대체 불가능한 자재로 평가받으며, 최근에는 단일 소재(Mono-material) 구성을 통한 재활용 용이성 덕분에 친환경 제조 공정에서도 중요도가 급증하고 있습니다.
¶ 정의 및 구조적 특징
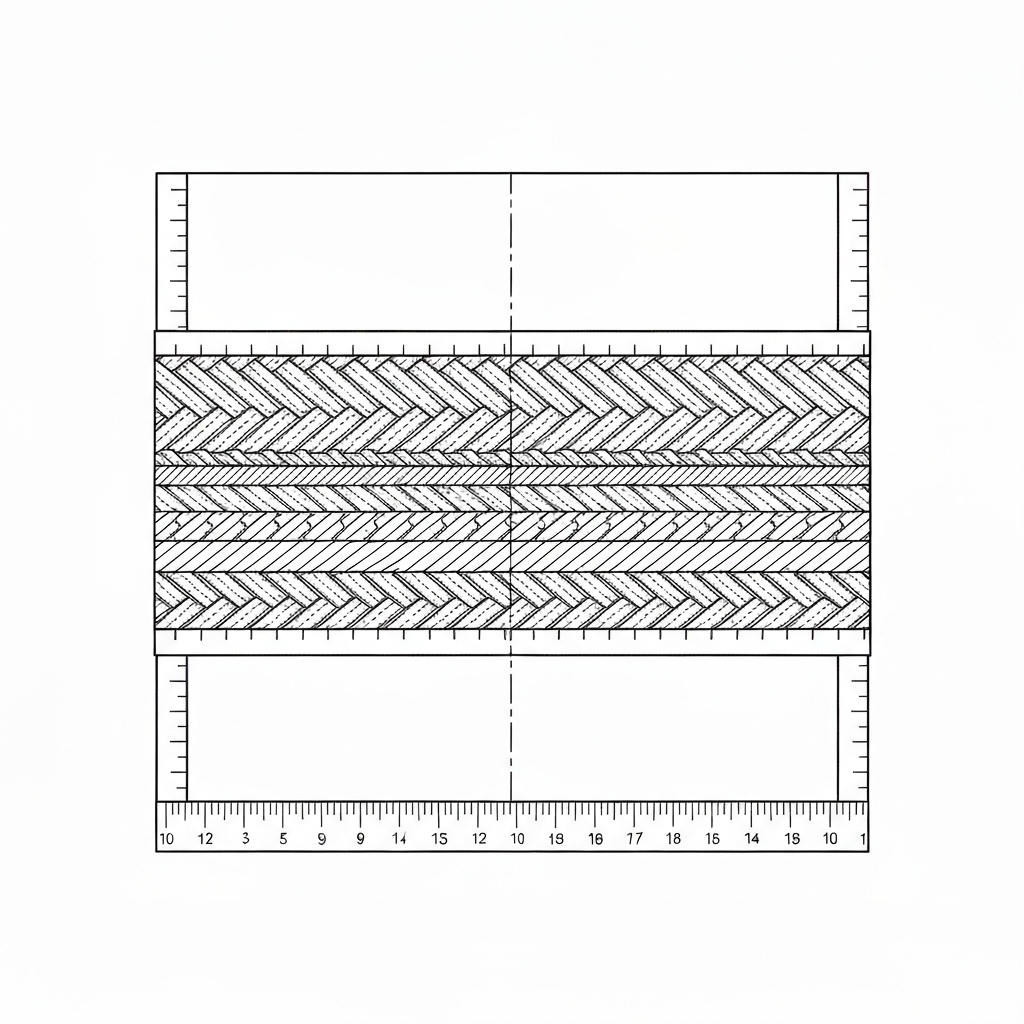
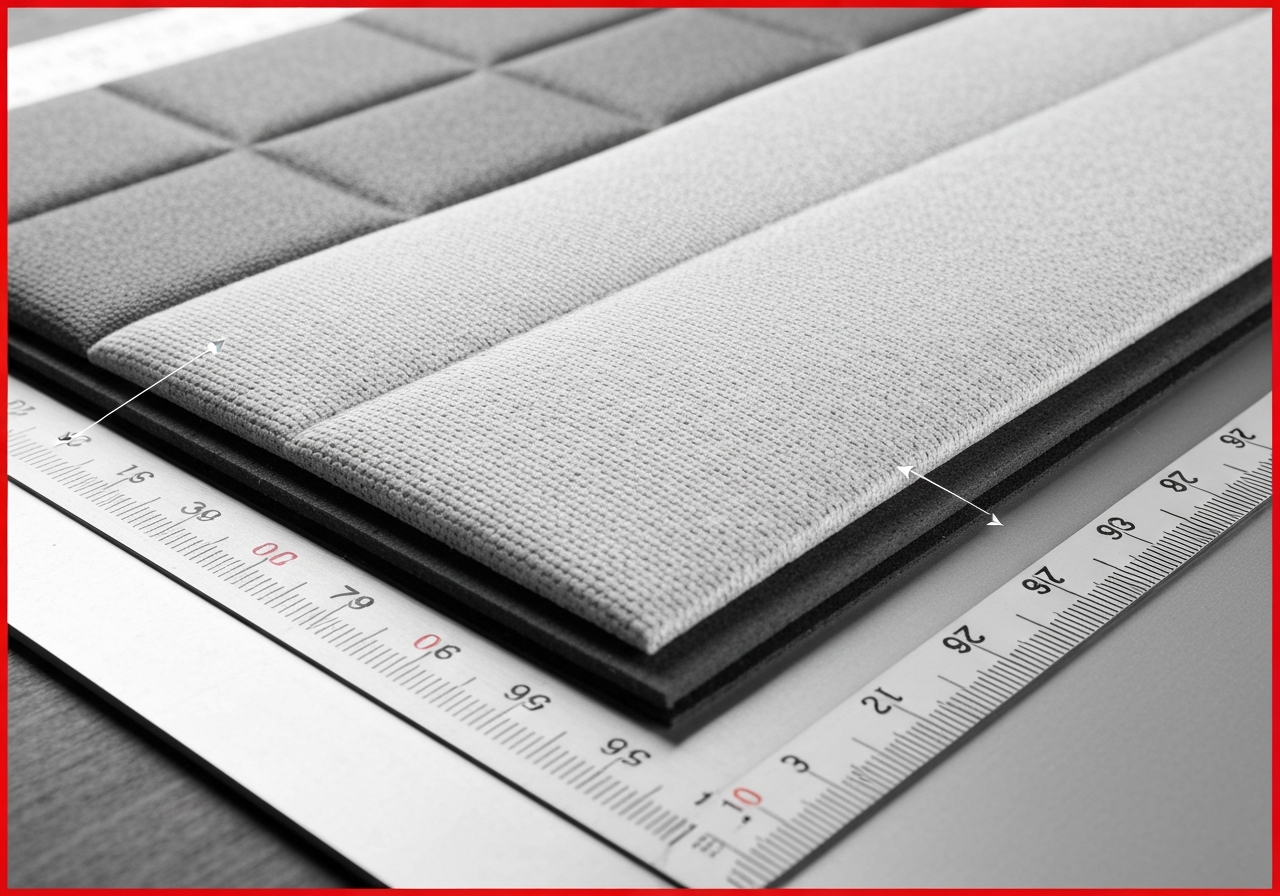
스페이서 원단은 주로 경편(Warp Knitting) 방식인 더블 라셀(Double Raschel) 기계에서 생산됩니다. - 상/하층(Face & Back): 주로 폴리에스터 또는 나일론 멀티필라멘트로 구성되며, 용도에 따라 메쉬(Mesh) 구조나 평직 구조를 가집니다. 상층은 내마모성을 위해 고밀도로, 하층은 통기성을 위해 개방형 구조로 설계하는 경우가 많습니다. - 중간층(Spacer Layer): 고탄성 모노필라멘트(Monofilament) 실이 상하층을 수직 또는 X자 형태로 연결합니다. 이 층의 밀도와 각도가 원단의 반발력과 두께(보통 1.5mm에서 10mm 이상까지)를 결정합니다. 연결사의 굵기는 보통 30D에서 150D 사이의 폴리에스터 모노사가 사용됩니다. - 기능성: 공기 순환이 자유로워 열 배출이 빠르고, 수분 흡수 및 건조가 용이하며, 인체공학적 하중 분산 기능을 제공합니다.
[물리적·기계적 작동 원리 및 산업적 배경] 스페이서 원단의 봉제 시 가장 큰 특징은 '유동적 압착'입니다. 바늘이 원단을 관통할 때, 중간층의 모노필라멘트가 바늘의 진입 방향에 따라 미세하게 휘어지거나 밀려나며 루프(Loop) 형성을 방해합니다. 이는 일반 평직물과 달리 바늘과 실의 마찰 면적을 불규칙하게 만들어 장력 불균형을 초래합니다. 역사적으로 스페이서 기술은 1970년대 의료용 욕창 방지 매트리스와 자동차 시트의 통기성 개선을 위해 개발되었으나, 2000년대 들어 경편 기술의 발달로 얇고 유연한 의류용 스페이서 생산이 가능해지면서 스포츠웨어 시장으로 확산되었습니다.
[국가별 현장 인식 및 제조 환경 차이] - 한국(KR): 주로 고기능성 아웃도어 및 군용 장비(방탄복 안감 등)에 적용하며, 소량 다품종 생산 체제에서 정밀한 노루발 압력 조절과 특수 바늘(SAN 5.2 등) 사용을 선호합니다. - 베트남(VN): 글로벌 신발 브랜드(Nike, Adidas)의 대규모 생산 기지로서, 자동 재단기(CNC Cutter)와 고속 오바로크 공정에서의 '열 융해 방지'를 위한 실리콘 오일 주입 장치 활용 노하우가 축적되어 있습니다. - 중국(CN): 원단 생산부터 완제품까지 수직 계열화된 공장이 많으며, 저가형 샌드위치 매쉬부터 고가형 3D 매쉬까지 급별로 다양한 원단 스펙을 보유하고 있어 단가 맞춤형 공정 세팅에 강점이 있습니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 주요 봉제 분류 (ISO 4915) | Class 301 (본봉), Class 504 (오버록), Class 607 (플랫록) | 용도에 따라 선택 |
| 권장 재봉기 유형 | 상하차동 본봉(Top & Bottom Feed), 워킹풋(Walking Foot), 4바늘 6실 플랫록 | 두께 대응 필수 |
| 주요 모델 | Juki DDL-9000C-SMS, Brother S-7300A, Juki LU-2810, Pegasus EXT5214-H | 중량물용 사양 권장 |
| 바늘 시스템 | DP×5 (일반), DP×17 (중량물/가방), DC×27 (오버록) | 11# ~ 16# 범위 |
| 표준 SPI | 8 ~ 12 SPI | 고밀도 봉제 시 원단 손상 주의 |
| 봉제사 구성 | 바늘실: 코아사 30s/2~3, 루퍼실: 고신축사(Textured Poly) | 신축성 대응 |
| 최대 봉제 속도 | 3,000 ~ 3,800 spm | 4,000 spm 이상 시 모노사 융해 위험 |
| 적합 바늘 포인트 | KN (Ball Point), SF (Slim Fit), FFG (Light Ball) | 모노사 절단 방지 |
| 밑실 장력 (Towa 기준) | 20g ~ 30g (저장력 세팅) | 원단 눌림 최소화 |
| 이송치 높이 | 0.8mm ~ 1.2mm | 원단 두께에 따른 차등 적용 |
| 바늘 코팅 | 티타늄(Titanium) 또는 크롬(Chrome) 코팅 | 마찰열 감소 목적 |
¶ 적용 분야
- 스포츠 및 의류: 스포츠 브라 컵, 러닝화 갑피(Upper), 사이클링 의류 패드, 재킷 어깨 보강재.

- 가방 및 잡화: 백팩 등판(Back Panel), 숄더 스트랩 안감, 노트북 파우치, 카메라 가방 내장재.
- 산업 및 의료: 자동차 시트 커버, 매트리스 토퍼, 의료용 보조기(Brace) 안감, 휠체어 시트.
- 안전 장비: 군용 조끼(Plate Carrier) 안감, 헬멧 내피, 충격 흡수용 보호대.

[업종별 상세 적용 및 기술 차이] 1. 의류 (Apparel): - 스포츠 브라 윙(Wing) 및 컵: 피부에 직접 닿으므로 1.5mm~2.5mm의 얇은 스페이서를 사용합니다. SPI는 10~12로 촘촘하게 설정하며, 시접 부위의 이물감을 없애기 위해 4바늘 6실 플랫록(Flatlock) 봉제가 필수적입니다. - 사이클링 빕 숏(Cycling Bibs): 엉덩이 패드(Chamois) 부위에 밀도가 다른 스페이서를 다층으로 겹쳐 사용합니다. 이때는 지그재그 봉제(Zig-zag stitch)를 활용하여 원단의 신축성을 극대화합니다. 2. 가방 (Bags & Packs): - 백팩 등판(Back Panel): 5mm~10mm 두께의 고밀도 스페이서를 사용합니다. 하중 지지를 위해 30s/3 이상의 굵은 코아사를 사용하며, SPI는 8~10으로 낮추어 원단 천공으로 인한 강도 저하를 방지합니다. - 어깨끈(Shoulder Strap): 안감에 스페이서를 적용할 때, 옷감과의 마찰로 인한 보풀(Pilling) 발생을 막기 위해 표면이 매끄러운 고밀도 편직물을 Face면으로 선택합니다. 3. 신발 (Footwear): - 설포(Tongue) 및 칼라(Collar): 발목의 압박을 줄이기 위해 쿠션감이 강조된 스페이서를 사용합니다. 주로 컴퓨터 자수기나 패턴 재봉기를 이용한 퀼팅 처리가 병행됩니다. 4. 산업용 (Industrial): - 자동차 시트: 장시간 압착에 견뎌야 하므로 폴리에스터 모노필라멘트의 직경이 0.1mm 이상인 고강도 스페이서를 적용하며, 봉제 시에는 바늘 열을 식히기 위한 에어 쿨러(Air Cooler) 장착이 필수입니다.
¶ 주요 결함 및 해결 방안
- Needle Cut (원단 손상) - 원인: 날카로운 바늘이 중간층의 뻣뻣한 모노필라멘트를 직접 타격하여 절단. - 해결: 볼 포인트(Ball Point) 바늘을 사용하여 실 사이를 비껴가게 하고, 바늘 굵기를 한 단계 낮춤.
- Skipped Stitch (땀뜀) - 원인: 원단의 쿠션감으로 인해 봉제 시 원단이 위아래로 요동(Flagging)치며 루프 형성을 방해. - 해결: 노루발 압력을 높이거나, 상하차동(Walking Foot) 기계를 사용하여 원단을 확실히 고정.
- Heat Melting (열 융해) - 원인: 고속 봉제 시 바늘 마찰열로 인해 폴리에스터 모노사가 녹아 바늘 구멍에 엉겨 붙음. - 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일(Thread Lubricant) 사용, 속도 제한.
- Seam Pucker (봉제 우글거림) - 원인: 상하층 원단의 이송 속도 차이 또는 과도한 실 장력. - 해결: 차동 이송(Differential Feed) 비율 조정, 실 장력을 평소보다 15-20% 느슨하게 설정.
- Monofilament Prickling (모노사 돌출) - 원인: 재단면이나 봉제선 사이로 잘린 모노필라멘트 끝단이 삐져나와 피부를 찌름. - 해결: 봉제 끝단을 바인딩(Binding) 처리하거나, 초음파 재단(Ultrasonic Cutting)으로 단면을 융착.
- Compression Set (압착 변형) - 원인: 과도한 노루발 압력으로 인해 봉제 라인의 쿠션이 영구적으로 죽음. - 해결: 테플론 노루발 사용 및 원단 두께에 맞춘 최소 압력 세팅.
[실전 트러블슈팅 노하우] 현장에서 땀뜀(Skipped Stitch)이 발생할 경우, 가장 먼저 확인해야 할 것은 '바늘대 높이'와 '노루발 압력'의 상관관계입니다. 스페이서 원단은 압착되었다가 복원되는 힘이 강해 바늘이 올라올 때 원단이 함께 따라 올라가는 현상이 심합니다. 이때 바늘대를 표준보다 0.5mm 낮추고, 노루발 압력을 10%씩 올려가며 원단의 요동(Flagging)을 잡아야 합니다. 만약 원단 표면에 노루발 자국이 남는다면, 노루발 바닥면에 얇은 우레탄 테이프를 부착하는 것이 효과적입니다.
¶ 품질 검사 기준 (QC Standard)
- 두께 유지력(Thickness Retention): 봉제 후 봉제선 인근의 두께가 설계 스펙 대비 80% 이상 유지되는가? (ASTM D3574 준용)
- 압축 복원력(Compression Recovery): 24시간 압착 후 해제 시 원래 두께의 95% 이상 회복되는가?
- 박리 강도(Delamination Test): 상/하층 편물과 중간 연결사가 외부 힘에 의해 쉽게 분리되지 않는가? (ISO 2411 준용)
- 통기성 테스트(Air Permeability): 봉제 부위가 공기 흐름을 과도하게 차단하지 않는가? (ISO 9237 준용)
- 외관 검사: 모노필라멘트가 표면으로 삐져나오거나(Pilling), 바늘 자국(Needle Mark)이 남지 않았는가?
- RSL 준수 여부: 특히 아동용 제품의 경우, 모노필라멘트 제조 시 사용된 가소제나 화학 성분이 제한 물질 리스트(Restricted Substances List)를 통과했는지 확인.
¶ 현장 용어 및 은어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 (KR) | 샌드위치 매쉬 (Sandwich Mesh) | 현장에서 가장 보편적으로 통용되는 명칭 |
| 한국어 (KR) | 3D 매쉬 / 입체 매쉬 | 마케팅 및 디자인 부서에서 주로 사용 |
| 베트남어 (VN) | Vải lưới 3D / Vải xốp | 베트남 현지 공장 공통 용어 |
| 일본어 (JP) | スペーサー (Supēsā) | 일본 바이어 대응 시 표준 용어 |
| 일본어 (JP) | ダブルラッセル (Double Raschel) | 편직 방식을 강조한 기술 용어 |
| 중국어 (CN) | 三明治网布 (Sānmíngzhì wǎng bù) | '샌드위치 망사'라는 뜻의 표준 용어 |
| 현장 은어 | 빵빵이 / 쿠션지 | 원단의 두께감을 강조할 때 쓰는 비공식 용어 |
| 미검증 | 구름지 | 일부 소규모 공방에서 사용되는 것으로 추정되나 공식 확인 불가 |
¶ 장비 세팅 가이드
- 노루발(Presser Foot): 원단 표면 긁힘 방지를 위해 테플론(Teflon) 코팅 노루발 또는 롤러 노루발 권장.
- 이송치(Feed Dog): 톱니가 너무 날카로우면 원단 하단이 손상되므로, 미세 톱니(Fine-tooth) 또는 고무 코팅 톱니 사용 고려.
- 바늘대 높이: 원단 두께로 인해 루프 형성이 늦어질 경우 바늘대를 0.5mm~1.0mm 정도 미세하게 낮추어 세팅.
- 실 장력: 원단 내부의 공기층이 눌리지 않도록 바늘실과 밑실 모두 최소한의 장력으로 밸런스 유지.
- 타이밍(Timing): 가마(Hook)와 바늘의 만남 시간을 표준보다 아주 미세하게 늦추어(Delay) 루프가 충분히 커진 상태에서 낚아채도록 조정.
- 바늘 선정: 고속 봉제 시에는 Schmetz SERV 7 또는 Groz-Beckert SAN 5.2와 같이 바늘 눈 부위가 보강된 특수 바늘 사용 권장.
¶ 공정 흐름도 (Process Flow)
¶ 지속 가능성 및 미래 기술 (Sustainability)
최근 글로벌 제조 트렌드에 따라 스페이서 원단은 '순환 경제'의 핵심 소재로 주목받고 있습니다. - 단일 소재화(Mono-materiality): 기존의 폼 합포 원단은 겉감(나일론)+폼(폴리우레탄)+안감(폴리에스터)이 섞여 재활용이 불가능했으나, 스페이서는 상/중/하층을 모두 폴리에스터(PET)로 생산할 수 있어 수명이 다한 제품을 그대로 분쇄하여 재생 칩으로 만들 수 있습니다. - 무용제 공정: 접착제를 전혀 사용하지 않으므로 휘발성 유기 화합물(VOCs) 배출이 없어 작업 환경 개선 및 소비자 안전성이 높습니다. - 디지털 편직(3D Knitting): 재단 폐기물을 줄이기 위해 완제품 모양대로 편직하는 기술이 신발 갑피를 넘어 의류 부속(카라, 소매단)까지 확대 적용되고 있습니다. - GRS 인증: 재생 폴리에스터(Recycled Polyester)를 활용한 스페이서 원단 생산이 확대되고 있으며, 이는 글로벌 브랜드의 지속 가능성 지표(Higg Index) 대응에 필수적입니다.
¶ 관련 항목 및 참조
- Monofilament (모노필라멘트): 단일 가닥의 굵은 실로 스페이서의 탄성을 결정하는 핵심 요소.
- Warp Knitting (경편): 스페이서 원단 제조의 주된 방식 (라셀, 트리코트).
- Air Mesh (에어 매쉬): 스페이서와 혼용되나, 보통 단층 또는 얇은 2층 구조의 구멍 뚫린 원단을 지칭.
- Binding (바인딩): 스페이서의 거친 단면을 감싸 마감하여 피부 자극을 방지하는 필수 공정.
- Ultrasonic Welding (초음파 용착): 실 없이 초음파 진동으로 스페이서 단면을 접합하는 최신 기술.
- Juki SAN Series: 스페이서와 같은 고난도 기능성 원단 봉제를 위해 특수 설계된 바늘 시리즈.
- ISO 4915: 스티치 분류에 관한 국제 표준.
- ASTM D3574: 연질 발포 재료의 물리적 특성 시험 표준.