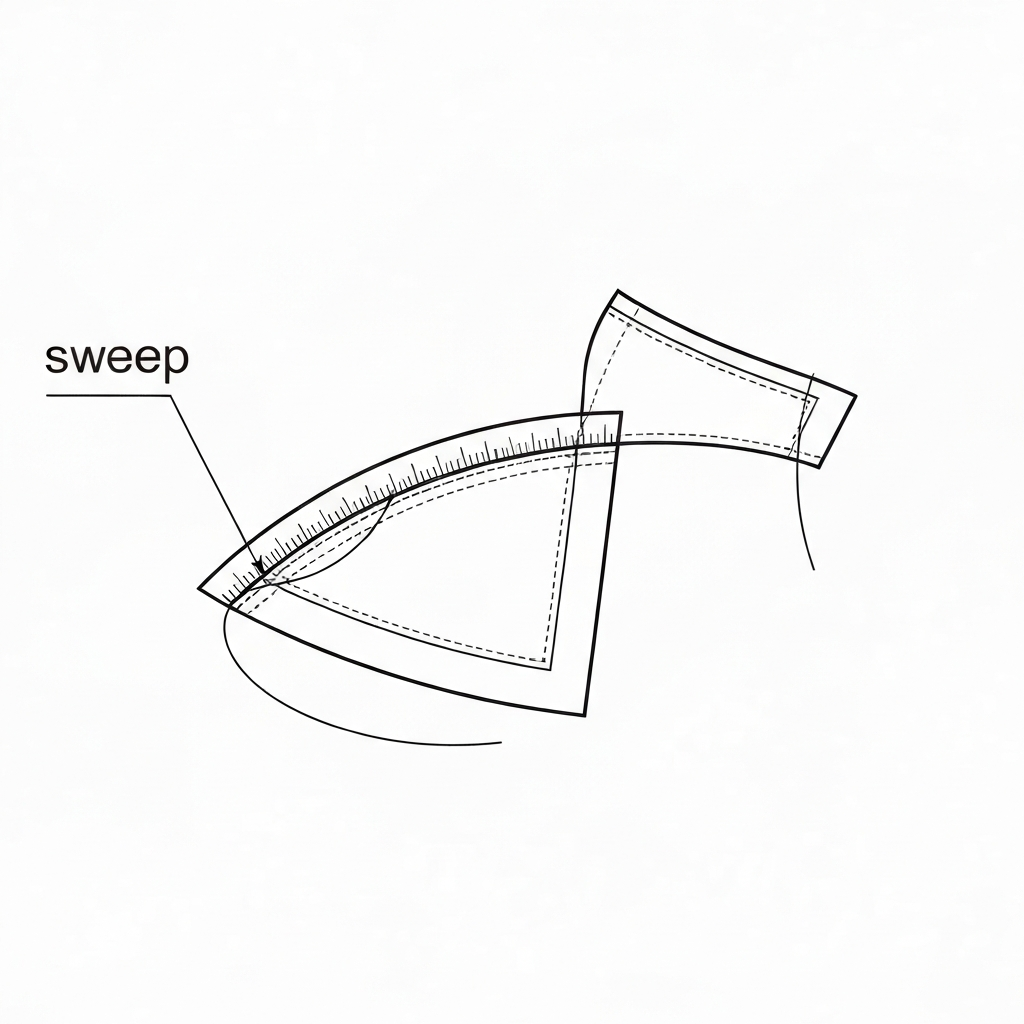
 그림 1: 의류 및 가방의 밑단 둘레(Sweep) 측정 기준선 및 POM(Point of Measurement) 예시
그림 1: 의류 및 가방의 밑단 둘레(Sweep) 측정 기준선 및 POM(Point of Measurement) 예시
¶ 개요
밑단 둘레(Sweep)는 의류, 가방, 텐트 등 봉제 제품의 최하단부 전체 길이를 측정하는 핵심 치수 항목이다. 테크팩(Tech Pack)에서 제품의 실루엣과 활동성을 결정하는 가장 중요한 지표 중 하나로 관리된다. 디자인에 따라 직선으로 측정하는 '직선 밑단(Straight Sweep)'과 곡선을 따라 측정하는 '곡선 밑단(Contoured/Curved Sweep)'으로 구분되며, 측정 방식에 따라 제품의 최종 스펙 합격 여부가 결정된다.
물리적 메커니즘 관점에서 밑단 둘레는 의류의 하중이 최종적으로 집중되는 지점이자, 보행 시 인체 하퇴부와의 마찰 및 간섭이 가장 빈번하게 발생하는 부위이다. 이는 단순히 옷의 끝부분을 마감하는 것을 넘어, 중력에 의한 드레이프(Drape) 형성과 착용자의 보폭(Stride)을 결정하는 공학적 요소로 작용한다. 예를 들어, 타이트한 H-라인 스커트의 밑단 둘레가 부족하면 보행이 불가능해지며, 이를 해결하기 위해 슬릿(Slit)이나 벤트(Vent) 같은 보조 설계를 추가해야 한다. 반면, 플레어(Flare) 스커트의 경우 밑단 둘레의 총량이 원단의 자중에 의한 수직 낙하 선을 결정하여 실루엣의 풍성함을 좌우한다.
산업 현장에서 밑단 둘레는 대체 기법인 '바인딩(Binding)'이나 '컷오프(Raw Edge)' 마감과 비교했을 때 가장 표준적이고 내구성이 높은 방식이다. 바인딩은 별도의 테이프를 덧대어 두께감이 생기지만, 밑단 둘레를 직접 말아박는 방식은 원단 본연의 유연성을 유지하면서도 시접(Seam Allowance)을 내부에 숨겨 깔끔한 외관을 완성한다. 따라서 고급 기성복(Ready-to-wear)에서는 밑단 둘레의 마감 상태와 치수 정확도를 브랜드 품질의 척도로 삼는다.
가방 제조 분야에서 밑단 둘레는 제품의 바닥면(Bottom Panel)과 몸판(Main Body)이 만나는 경계선의 총 길이를 의미하며, 이는 가방의 수납 용량과 구조적 안정성을 결정하는 수치로 활용된다.
¶ 정의 및 측정 기준
밑단 둘레는 제품을 평면에 자연스럽게 펼친 상태에서 왼쪽 끝점에서 오른쪽 끝점까지의 거리를 측정한 후 2배를 하거나(1/2 Sweep), 원통형 제품의 경우 전체 둘레를 직접 측정한다.
- 1/2 Sweep (단면 밑단 둘레): 앞판 또는 뒷판의 하단 너비. 일반적으로 테크팩 스펙 시트에는 1/2 치수가 기재된다.
- Total Sweep (전체 밑단 둘레): 앞판과 뒷판을 합친 전체 둘레. 플레어(Flare)가 심한 스커트나 드레스에서 중요하게 다뤄진다.
- 측정 지점(POM, Point of Measurement): 보통 옆솔기(Side Seam) 하단 끝점에서 반대편 옆솔기 하단 끝점까지를 기준으로 한다.
이 기법의 물리적·기계적 작동 원리는 원단의 위사(Weft)와 경사(Warp)가 교차하는 지점에서 발생하는 복원력을 제어하는 데 있다. 봉제 시 하단 이송 톱니(Feed Dog)와 노루발(Presser Foot) 사이의 압력 균형이 맞지 않으면 원단이 밀리거나 늘어나며, 이는 최종 밑단 둘레 치수의 변형을 초래한다. 특히 곡선 밑단의 경우, 바이어스(Bias) 방향으로 재단된 부위가 봉제 중 늘어나기 쉬우므로, 이를 방지하기 위해 '스테이 테이프(Stay Tape)'를 삽입하거나 차동 피드(Differential Feed)를 조절하여 원단을 미세하게 오므려 박는 기술이 요구된다.
역사적으로 밑단 둘레 처리는 가내수공업 시대의 핸드 스티치(Blind Stitch)에서 시작하여, 19세기 산업용 재봉기의 보급과 함께 본봉(Lockstitch) 말아박기로 발전했다. 현대에 이르러서는 생산 효율을 극대화하기 위해 '자동 밑단기(Auto Hemmer)'가 도입되었으며, 이는 센서가 원단 끝을 감지하여 일정한 폭으로 접고 봉제하는 수준까지 진화했다.
국가별 현장 인식 차이를 살펴보면, 한국 공장(K-Factory)은 '스소'의 마감 품질과 대칭성에 매우 엄격하여 미세한 단차도 불량으로 간주하는 경향이 있다. 베트남 공장은 대량 생산(Mass Production) 체제에 최적화되어 있어, 1/2 Sweep의 허용 오차 범위 내에서의 빠른 공정 흐름을 중시한다. 중국 공장은 최근 인건비 상승에 대응하기 위해 고가의 자동화 설비(예: 유니온 스페셜 자동 밑단기)를 적극 도입하여, 인적 숙련도보다는 기계적 정밀도에 의존하는 경향이 강하다.
¶ 기술 사양표 (Technical Specifications)
테크팩(Tech Pack) 작성 시 밑단 둘레 공정을 위해 명시해야 할 표준 장비 및 설정 사양은 다음과 같다.
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 관련 스티치 (ISO 4915) | Class 301 (본봉), Class 401 (2줄 체인), Class 406 (커버스티치), Class 602/605 (플랫록) | 테크팩 필수 기재 사항 |
| 주요 재봉기 모델 (본봉) | Juki DDL-9000C, Brother S-7300A | 전자식 이송(Digital Feed) 제어 모델 |
| 주요 재봉기 모델 (커버/체인) | Pegasus W500PV, Yamato VG2700, Siruba C007K | 니트 및 신축성 소재 전용 |
| 바늘 시스템 | DB×1 (직물 #9~#16), UY128GAS (니트 #9~#12), TV×7 (커버스티치) | 소재 두께에 따라 선정 |
| 표준 SPI | 10 - 14 SPI (일반 의류), 8 - 10 SPI (데님/워크웨어) | 바이어 요구사항 우선 |
| 실 구성 (Thread) | 코아사(Core Spun), 벌키사(Woolly Nylon - 니트용), 면사(Cotton Thread) | 신축성 및 강도 고려 |
| 최대 봉제 속도 | 3,500 - 5,000 spm | 공정 자동화 수준에 따라 상이 |
| 적합 원단 | 우븐(Woven), 니트(Knit), 데님(Denim), 기능성 소재 전반 | - |
| Towa 장력 수치 | 본봉 밑실: 25-35g, 오바로크 루퍼: 10-15g | 소재별 최적화 필요 |
| 바늘 끝 형상 | R (Standard), SES (Light Ball Point), SUK (Medium Ball Point) | 니트 원단 손상 방지용 |
¶ 적용 분야 및 공정 특성
- 의류 (Apparel):
- 티셔츠/폴로: 주로 커버스티치(ISO 406)를 사용하여 신축성을 확보함. 밑단 둘레가 늘어났을 때 실이 터지지 않도록 루퍼실의 장력을 극도로 낮게 설정함.
- 셔츠/블라우스: 본봉(ISO 301) 말아박기(Hemming)를 통해 깔끔한 외관을 유지함. 1/16" 또는 1/8" 폭의 좁은 말아박기(Baby Hem)가 고급 사양으로 통함.
- 데님/팬츠: 유니온 스페셜(Union Special) 43200G 모델 등 체인 스티치 기기를 사용하여 '아타리(Atari)'라 불리는 특유의 워싱 효과를 유도함. 이는 면사(Cotton Thread)의 수축률을 이용한 고도의 기술임.
- 가방 및 잡화 (Bags & Accessories):
- 에코백, 토트백의 입구 둘레 마감. 하중을 견디기 위해 바텍(Bartack) 보강이 필수적임.
- 백팩의 바닥판과 몸판이 만나는 밑단 둘레 합봉. 파이핑(Piping) 처리를 병행하여 형태 안정성을 높임.
- 산업용 자재:
- 텐트 하단 스커트(Mud Skirt): 지면과의 마찰이 심하므로 고강도 나일론사 및 타포린 원단을 사용하여 2줄 본봉으로 마감.
- 자동차 시트 커버 밑단 둘레 고정부: 플라스틱 클립(J-Clip)을 밑단 둘레에 직접 봉제하여 프레임에 고정함.
 그림 2: 데님 팬츠의 체인 스티치 밑단 둘레 마감 및 아타리(Atari) 현상 사례
그림 2: 데님 팬츠의 체인 스티치 밑단 둘레 마감 및 아타리(Atari) 현상 사례
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 로핑 효과 (Roping Effect): 밑단 둘레가 밧줄처럼 꼬이면서 사선 주름이 생기는 현상.
- 원인: 상하 이송 불균형 또는 과도한 장력. 특히 두꺼운 솔기를 넘을 때 노루발이 들리면서 발생.
- 해결: 노루발 압력 최적화, 차동 피드(Differential Feed) 조절, 전용 폴더(Folder) 사용. 현장 노하우로 노루발 바닥 뒷부분에 테이프를 붙여 수평을 유지함.
- 밑단 뒤틀림 (Twisting/Torque): 세탁 후 또는 봉제 후 옆솔기가 앞/뒤로 돌아가는 현상.
- 원인: 원단 식서(Grain line) 미준수 또는 한쪽 방향으로 밀어 박기.
- 해결: 재단 시 식서 방향 엄수, 봉제 시 상하 원단 노치(Notch) 맞춤 철저. 니트의 경우 편직 방향(Course/Wales) 확인 필수.
- 스티치 터짐 (Seam Cracking): 착용 시 밑단 둘레가 늘어날 때 실이 끊어지는 현상.
- 원인: 낮은 SPI 또는 신축성 부족. 본봉 사용 시 연신율 대응 불가.
- 해결: ISO 406/401 스티치 적용, 루퍼실에 벌키사(Woolly) 사용, 연신율(Elongation) 테스트 실시. 최소 30% 이상의 신축성 확보 권장.
- 단차 발생 (High-Low Hem): 옆솔기 합봉 지점에서 앞뒤 밑단 높이가 맞지 않는 현상.
- 원인: 합봉 시 원단 밀림 또는 재단 불량.
- 해결: 보조 가이드 사용, 합봉 전 밑단 위치 마킹(Marking) 확인. '무릎 컨트롤러'를 활용한 미세 조정.
- 퍼커링 (Puckering): 봉제선 주위가 우글거리는 현상.
- 원인: 실 장력 과다, 바늘 굵기 부적합, 원단과 실의 수축률 차이.
- 해결: 장력 최소화(Towa 기준 25g 이하), 가는 바늘(#9) 사용, 가용성 테이프(Fusing Tape) 삽입 검토.
- 밑단 풀림 (Unraveling): 체인 스티치 끝처리가 미흡하여 실이 풀리는 현상.
- 원인: 바텍(Bartack) 미처리 또는 실 끝 짧음. 체인 스티치의 구조적 한계.
- 해결: 끝부분 보강 박음(Backstitch) 또는 바텍 처리 강화. 자동 사절기 사용 시 잔사 길이를 5mm 이상 유지.
¶ 품질 검사 및 관리 기준 (QC Standard)
- 치수 허용 오차 (Tolerance):
- 일반 캐주얼: +/- 1/2 inch (1.27cm)
- 고가 브랜드/정장: +/- 1/4 inch (0.64cm)
- 아웃도어 기능성 의류: +/- 3/8 inch (0.95cm)
- 대칭성 검사: 제품을 중앙 기준으로 접었을 때 좌우 옆솔기 길이와 밑단 곡선 라인이 완벽하게 대칭을 이루어야 함. (Tolerance: 1/8 inch 이내)
- 평탄도 테스트 (Flatness): 검사대 위에 제품을 놓았을 때 밑단 둘레가 들뜨거나 물결치지(Waving) 않아야 함. 특히 니트류의 '나팔꽃 현상(Flaring)' 집중 점검.
- 스티치 균일도: 1인치당 땀수(SPI)가 전 구간에서 일정해야 하며, 말아박기 너비(Hem Width)의 편차가 1/16 inch 이내여야 함.
- AQL (Acceptable Quality Level): 일반적으로 Major Defect 2.5, Minor Defect 4.0 기준 적용.
¶ 현장 은어 및 국가별 용어
| 언어 | 용어 | 현장 은어 / 비고 |
|---|---|---|
| 한국어 (KR) | 밑단 둘레 | 스소(裾, すそ), 마라바끼(말아박기), 나나메(사선/뒤틀림), 덴비(단차) |
| 베트남어 (VN) | Vòng lai | Lai áo (상의 밑단), Lai quần (바지 밑단), Vắt sổ (오바로크 마감 후 밑단 처리) |
| 일본어 (JP) | 裾周り (Susomawari) | 裾幅 (Susohaba): 단면 너비(1/2 Sweep)를 의미함. 三巻 (Mitsumaki): 세 번 접어 박기 |
| 중국어 (CN) | 下摆围 (Xiàbǎi wéi) | 脚口 (Jiǎokǒu): 주로 바지나 소매 끝단 둘레. 卷边 (Juǎnbiān): 말아박기 공정 |
| 영어 (EN) | Sweep | Bottom Opening, Hem Circumference, Leg Opening (바지의 경우) |
¶ 장비 세팅 및 공정 가이드
- 장력(Tension) 최적화:
- 우븐 소재는 셔틀 훅(Shuttle Hook)의 밑실 장력을 안정적으로 세팅하여 스티치가 원단 중간에 형성되게 함. Towa 장력계 기준 28g이 표준.
- 니트 소재는 루퍼(Looper) 장력을 느슨하게 하여 원단이 늘어날 때 실이 함께 늘어날 수 있는 여분을 확보함. (10-12g 세팅)
- 노루발(Presser Foot) 선택:
- 얇은 원단(쉬폰, 실크)은 테플론(Teflon) 노루발을 사용하여 원단 손상 및 밀림을 방지함.
- 두꺼운 솔기(옆솔기 교차점) 통과 시에는 보상 노루발(Compensating Foot) 또는 스프링 노루발을 사용하여 스티치 건너뛰기(Skipped Stitch)를 예방함.
- 폴더 및 가이드(Folder & Guide):
- 일정한 밑단 폭 유지를 위해 '스윙 가이드(Swing Guide)' 또는 '다운 타임 폴더(Down-turn Folder)' 장착 권장. 폴더의 입구와 출구 각도가 밑단 둘레의 곡률과 일치해야 함.
- 이송 시스템(Feed System):
- 극박물은 '박스 피드(Box Feed)' 방식을 채택한 Juki DDL-9000C 시리즈가 유리함.
- 신축성이 강한 소재는 상하차동이송(Top and Bottom Feed) 기기를 사용하여 밑단 둘레가 늘어나는 것을 원천 차단함.
¶ 공정 흐름도 (Process Flowchart)
¶ 소재별 밑단 처리 특화 가이드
- 데님 (Denim): 10~14oz 헤비 데님은 밑단 봉제 시 바늘 열 발생이 심하므로 바늘 냉각 장치(Needle Cooler) 사용 권장. 실은 20/3 또는 20/4 코아사를 사용하여 워싱 공정에서의 마찰 견뢰도 확보.
- 실크/쉬폰 (Silk/Chiffon): 1/16" 피코 헤머(Pico Hemmer)를 사용하여 아주 얇게 마감. 바늘은 #7~#9 Microtex 바늘 사용.
- 기능성 스포츠웨어 (Activewear): 4바늘 6실 플랫록(Flatlock - ISO 605)을 사용하여 시접의 두께를 최소화하고 피부 마찰을 방지함. 밑단 둘레의 탄력성을 위해 실리콘 그리퍼 테이프(Silicone Gripper Tape)를 동시 봉제하기도 함.
¶ 설계 공학적 분석: 밑단 둘레와 드레이프성
밑단 둘레의 수치는 원단의 드레이프 계수(Drape Coefficient)와 밀접한 상관관계를 갖는다. 드레이프 계수가 낮은(부드러운) 원단은 밑단 둘레가 넓을수록 불규칙하고 풍성한 주름을 형성하며, 계수가 높은(뻣뻣한) 원단은 밑단 둘레가 넓어질수록 원추형(Conical)의 고정된 실루엣을 유지한다. 패턴 설계 시, 밑단 둘레의 증가는 단순히 가로 길이의 확장이 아니라, 중심선에서의 방사형 각도 계산을 동반해야 한다. 이를 무시하고 직선적으로 밑단 둘레만 늘릴 경우, 옆솔기가 처지는 '드롭 사이드(Drop Side)' 현상이 발생하여 품질 저하의 원인이 된다.
¶ 자동화 설비의 센서 제어 메커니즘
최신 자동 밑단기(예: SIP-9000 시리즈)는 적외선 센서와 스테핑 모터를 결합하여 밑단 둘레의 정밀도를 제어한다. 1. 에지 센싱(Edge Sensing): 원단 끝의 위치를 실시간으로 감지하여 폴더 내부로 진입하는 원단의 양을 조절한다. 2. 장력 자동 보정: 원단의 두께 변화(솔기 겹침 부위)를 감지하면 순간적으로 노루발 압력을 높이고 실 장력을 미세하게 조정하여 땀뜀을 방지한다. 3. 데이터 로깅: 각 제품별 실제 봉제된 밑단 둘레 치수를 데이터화하여 테크팩 스펙과의 오차를 실시간으로 모니터링한다.
¶ 관련 항목 (Related Terms)
- 밑단 너비 (Hem Width): 밑단 끝에서 봉제선까지의 수직 거리. 디자인에 따라 1/4"에서 2"까지 다양함.
- 옆솔기 (Side Seam): 앞판과 뒷판을 연결하는 측면선으로 밑단 둘레 측정의 기준점.
- 드레이프 (Drape): 밑단 둘레의 분량에 따라 결정되는 원단의 떨어지는 모양.
- 바이어스 (Bias): 밑단이 곡선일 경우 바이어스 방향으로 재단되어 늘어남이 발생하기 쉬움.
- 슬릿 (Slit/Vent): 밑단 둘레의 활동성을 보완하기 위해 옆면이나 뒷면을 트는 디테일.
- 아타리 (Atari): 데님 밑단 체인 스티치 부위에 생기는 요철 모양의 워싱 페이딩.
¶ 실무 기술 팁 (Senior Technician's Note)
현장에서 밑단 둘레 치수가 자꾸 크게 나오는 경우, 가장 먼저 확인해야 할 것은 '이송 톱니의 높이'와 '노루발 압력'이다. 톱니가 너무 높으면 원단을 뒤로 밀어내는 힘이 강해져 밑단 둘레가 늘어나게 된다. 표준 높이는 톱니가 가장 높이 올라왔을 때 침판 위로 0.8~1.0mm 노출되는 것이 적당하다. 또한, 원단이 얇을수록 노루발 압력을 최소화하여 원단이 씹히거나 늘어나는 것을 방지해야 한다.
가방 제조 시에는 밑단 둘레 합봉 전 반드시 '중심 노치(Center Notch)'를 확인해야 한다. 가방은 의류보다 원단이 두껍고 뻣뻣하여 한쪽에서 밀리기 시작하면 마지막 합봉 지점에서 1cm 이상의 단차가 발생할 수 있다. 이를 방지하기 위해 '워킹 풋(Walking Foot)' 또는 '상하차동' 재봉기를 사용하는 것이 필수적이다.
만약 곡선 밑단에서 '물결 현상'이 해결되지 않는다면, 봉제 전 밑단 라인을 따라 0.5cm 안쪽에 미리 '이즈(Ease) 스티치'를 한 줄 박아 원단을 살짝 오므린 후 말아박기를 진행하면 완벽한 곡선을 얻을 수 있다. 특히 미검증된 원단의 경우, 반드시 세탁 테스트(Shrinkage Test) 후의 밑단 둘레 변화를 먼저 확인하고 패턴 수축률을 반영해야 최종 벌크 생산 시 사고를 막을 수 있다.
¶ 공장별 세팅 선호도 및 차이
- 한국 공장: 품질 완결성을 위해 본봉(Lockstitch) 마감을 선호하며, 밑단 둘레의 좌우 대칭을 맞추기 위해 봉제 전 다림질(Pre-pressing) 공정을 반드시 추가하는 경향이 있다.
- 베트남 공장: 생산성을 극대화하기 위해 자동 사절 기능이 강화된 Brother S-7300A 모델을 선호하며, 테크팩에 명시된 허용 오차(Tolerance)를 최대한 활용하여 공정 속도를 유지한다.
- 중국 공장: 고중량 데님이나 워크웨어 생산 시 유니온 스페셜(Union Special) 등 특수 목적 기기를 대량 운용하며, 실 장력을 Towa 기준보다 약간 높게 설정하여 단단한 스티치 외관을 만드는 것을 선호한다.