¶ 용어 정의 및 개요
캔톤(Tack Button)은 주로 데님(Denim) 의류, 워크웨어, 중량물 의류의 허리밴드(Waistband) 여밈에 사용되는 금속제 단추입니다. 일반적인 단추가 실과 바늘을 이용해 봉제되는 것과 달리, 캔톤은 단추 본체(Top/Button)와 못(Tack/Nail)이라는 두 개의 부품을 전용 압착기(Attaching Machine)를 사용하여 물리적으로 결합하는 방식을 취합니다.
현장에서는 단추의 기둥이 못과 맞물려 고정되는 구조에 따라 '고정형(Fixed Type)'과 단추 머리가 유연하게 움직이는 '흔들이(Swivel Type)'로 구분합니다. 데님과 같이 두껍고 거친 원단에서 강력한 체결력을 유지해야 하므로, 인장 강도와 내구성이 품질의 핵심입니다.
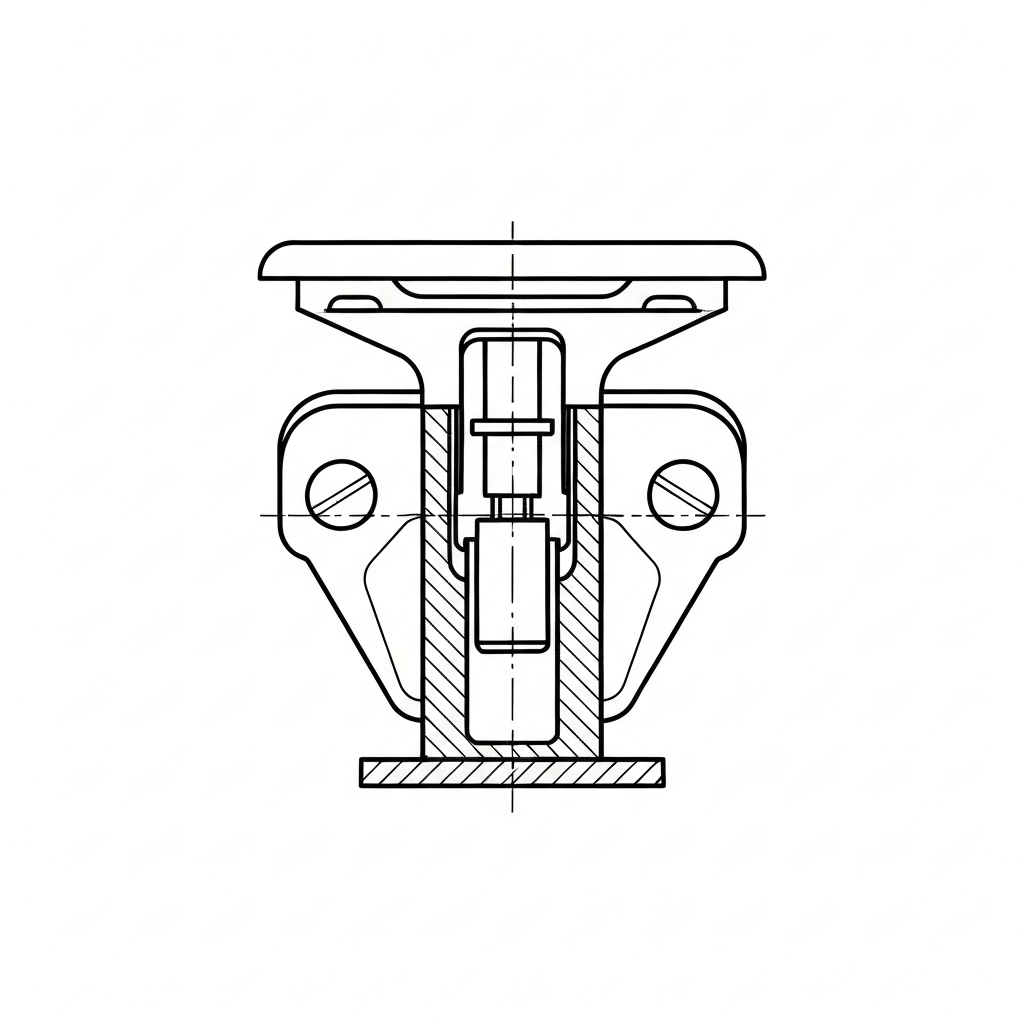
[기술적 확장: 물리적 결합 원리 및 산업적 배경] 캔톤의 결합은 '냉간 압착(Cold Pressing)' 원리를 이용합니다. 하부의 못(Tack)이 원단을 관통하여 상부 단추(Button) 내부의 중공 기둥(Post)으로 진입하면, 압착기의 강력한 수직 압력에 의해 못의 끝부분이 버섯 모양으로 찌그러지거나(Mushrooming) 단추 내부의 스프링/리테이너에 걸려 영구적으로 고정됩니다. 이는 실로 봉제하는 방식보다 인장 강도가 수십 배 높으며, 반복적인 세탁과 물리적 마찰이 잦은 작업복 및 데님 환경에서 단추가 탈락하는 것을 방지하는 유일한 대안입니다.
역사적으로 캔톤은 19세기 후반 광부들의 작업복(Levi’s 리벳 특허와 궤를 같이함)에서 시작되었습니다. 초기에는 구리(Copper) 소재를 두드려 고정했으나, 현대에는 황동(Brass)과 아연 합금(Zinc Alloy)을 주원료로 하며 자동화 공정에 최적화된 정밀 부품으로 진화했습니다. 한국 현장에서는 일본어 '칸톤(カントン)'에서 유래된 용어가 굳어져 사용되며, 베트남 공장에서는 용도에 따라 'Cúc quần jean', 중국에서는 단면 모양을 본떠 '工字扣(공자구)'라고 부릅니다. 실무적으로 한국 기술자들은 정밀한 압착 깊이(H-Gap) 조정을 중시하는 반면, 베트남과 중국의 대형 공장에서는 자동 공급 장치(Hopper)의 무중단 가동률과 도금의 균일성을 관리의 핵심으로 봅니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | 해당 없음 (ISO 4915 비대상 / 기계적 압착 방식) | 부자재 결합 공정 |
| 기계 유형 | 자동/반자동 캔톤 압착기 (Pneumatic/Electric Press) | 전용 금형(Die) 필수 |
| 주요 장비 모델 | Morito M-202, YKK Universal Attaching Machine, Snapco P-99 | Juki/Brother 등 봉제기와 별개 |
| 금형 시스템 | 상부 펀치(Punch) & 하부 다이(Die) 세트 | 단추 직경(14mm, 17mm, 20mm)별 상이 |
| 금형 재질 | SKD11 (합금공구강) / 열처리 경도 HRC 58-62 | 내마모성 확보 필수 |
| 바늘 시스템 | 해당 없음 (못/Tack이 원단을 관통) | 원단 손상 방지를 위한 Tack 끝단 처리 중요 |
| 최대 작업 속도 | 1,500 ~ 2,500 pcs/hr (자동 공급 장치 기준) | 숙련도 및 자동화 수준에 따라 차이 |
| 적합 원단 | 10oz ~ 21oz 데님, 헤비 캔버스, 코듀로이, 가죽 | 중량물 및 고밀도 직물 |
| 주요 소재 | 황동(Brass), 아연 합금(Zinc Alloy), 스테인리스강 | 내식성 및 도금 밀착력 고려 |
| 표준 규격 | 27L(17mm), 32L(20mm), 22L(14mm) | L(Ligne) 단위 사용 (1L=0.635mm) |
| 압착 압력 | 0.4 ~ 0.6 MPa (Pneumatic 기준) | 원단 두께 및 소재에 따라 가변 |
¶ 적용 분야 및 세부 용도
- 데님 웨어(Denim Wear):
- Waistband(허리밴드): 가장 큰 하중이 걸리는 부위로 주로 17mm(27L) 또는 20mm(32L) 캔톤 사용.
- Button Fly(앞여밈): 지퍼 대신 단추를 사용하는 모델에서 14mm(22L) 캔톤을 3~4개 연속 배치.
- Cuffs(소매): 데님 자켓의 소매 끝단 여밈.
- 워크웨어(Workwear):
- Bib Overalls(멜빵바지): 가슴받이와 어깨끈을 연결하는 부위에 'Suspender Button' 형태로 적용.
- Side Openings: 작업복 측면의 활동성을 위한 개폐 부위.
- Tool Pockets: 무거운 공구를 수납하는 주머니 입구의 보강 및 여밈.
- 가방 및 잡화(Bags & Accessories):
- Shoulder Straps: 캔버스 백팩의 어깨끈 길이 조절부 또는 탈부착 부위.
- Main Flap: 메신저 백이나 툴 백의 메인 덮개 고정.
- Leather Goods: 가죽 자켓의 에폴렛(견장)이나 벨트 루프 보강.
- 특수 의류:
- Military Uniforms: 야전상의의 내구성이 요구되는 여밈 부위.
- Fire Retardant Clothing: 고온에서도 녹지 않는 금속 부자재가 필요한 방염복.
[업종별/용도별 기술 차이] 스포츠웨어에서는 경량화를 위해 알루미늄 소재의 캔톤을 선호하나, 정통 데님 브랜드(LVC 등)에서는 빈티지한 에이징을 위해 황동(Brass) 소재에 별도의 코팅을 하지 않은 제품을 사용합니다. 가방 제조 시에는 원단이 의류보다 훨씬 두껍기 때문에(예: 24oz 캔버스), 일반적인 의류용 못(Tack)보다 다리가 1.0~2.0mm 더 긴 'Long Tack'을 사용하며, 인장 강도 역시 의류 기준(90N)보다 높은 120N 이상을 요구하는 것이 일반적입니다.
¶ 주요 결함 유형 및 기술적 해결 방안
-
캔톤 이탈 및 탈락 (Button Detachment) - 원인: 압착 압력 부족, 원단 두께 대비 못(Tack)의 길이가 짧음, 또는 못의 직경과 단추 기둥의 공차 불일치. - 해결: 에어 레귤레이터를 통해 압력을 재설정(0.5~0.6MPa)하고, 원단 압축 후 두께보다 1.5~2.0mm 긴 Tack을 선정.
-
원단 절단 및 손상 (Fabric Cutting/Rupture) - 원인: 하부 다이(Die)의 수평 불량, 과도한 압착력으로 인한 단추 테두리의 칼날 효과(Cutting Edge Effect). - 해결: Die의 수평 정렬을 정밀 점검하고, 하사점(Bottom Dead Center) 스트로크를 조정하여 원단이 과압착되지 않도록 설정.
-
흔들이 작동 불량 (Swivel Failure) - 원인: 흔들이 타입 캔톤에 고정형 압력을 가해 내부 공간이 찌그러짐. - 해결: 압착 깊이를 제한하는 스토퍼(Stopper)를 조정하여 단추 내부의 유격(Clearance)을 확보.
-
못 휨 및 중심축 불일치 (Tack Bending/Off-center) - 원인: 상부 펀치와 하부 다이의 중심축(Alignment) 불일치, 또는 Tack 공급 장치의 정렬 오류. - 해결: 레이저 포인터 또는 정렬 게이지를 사용하여 상하 금형의 중심축을 0.05mm 이내로 재정렬.
-
도금 박리 및 부식 (Plating Peel/Rust) - 원인: 저가형 소재(철제) 사용 또는 스톤 워싱(Stone Wash) 공정 중 화학적/물리적 충격. - 해결: Brass(황동) 소재의 무니켈(Nickel-free) 제품을 사용하고, 세탁 후 염수 분무 테스트(Salt Spray Test) 결과 확인.
-
이중 압착 (Double Tack/Double Button) - 원인: 자동 공급 장치의 센서 오류로 인해 한 위치에 두 개의 못이나 단추가 공급됨. - 해결: 피더(Feeder)의 광전 센서 감도를 조정하고, 금형 내 잔류물 제거 확인.
[실전 트러블슈팅 노하우] 현장에서 "단추가 헛돈다"는 클레임이 발생하면 가장 먼저 'H-Gap(Height Gap)'을 측정해야 합니다. 이는 압착 후 상부 단추 바닥과 하부 못 머리 사이의 간격을 의미합니다. 원단 두께보다 H-Gap이 크면 단추가 회전하고, 작으면 원단이 씹혀서 찢어집니다. 또한, 자동 기계에서 못이 자꾸 걸린다면 못의 '머리 직경' 편차를 확인하십시오. 0.1mm의 오차만으로도 피더(Feeder)에서 잼(Jam) 현상이 발생할 수 있습니다.
¶ 품질 검사 및 관리 기준 (QC Standard)
- 인장 강도 테스트 (Pull Test): ASTM D2061 기준에 의거, 인장 시험기로 단추를 수직으로 당겼을 때 최소 90N(약 20lbs) 이상의 하중을 견뎌야 함. (브랜드별로 110N 이상 요구하기도 함)
- ISO 11031 (미검증): 스냅 및 캔톤의 개폐/결합 강도 관련 표준으로 인용되나, 데님 캔톤의 경우 ASTM D2061이 업계 표준으로 더 널리 통용됨.
- 회전 및 고정 상태 검사: 흔들이 타입은 360도 부드럽게 회전해야 하며, 고정형은 손으로 강하게 돌렸을 때 유격이나 회전이 발생하지 않아야 함.
- 화학적 안전성: 아동복의 경우 검침기(Needle Detector) 통과 여부(Non-ferrous) 및 납(Pb), 카드뮴(Cd) 함량(CPSIA/REACH 규정) 준수 확인.
- 외관 검사: 로고 각인의 선명도, 도금 색상의 편차(Color Shading), 압착 후 단추 표면의 스크래치 유무 확인.
¶ 현장 은어 및 국가별 명칭
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 | 캔톤 | Canton | 국내 현장에서 가장 보편적으로 사용되는 용어 |
| 한국어 | 흔들이 | Heundeuli | Swivel Type 캔톤을 지칭하는 현장 용어 |
| 일본어 | タックボタン | Takku Botan | Tack Button의 일본식 발음 및 표준 표기 |
| 일본어 | 打ち抜き | Uchinuki | 펀칭/압착 공정을 통칭하는 은어 |
| 베트남어 | Cúc quần jean | Cuc quan jean | 청바지 단추를 의미하는 일반적 명칭 |
| 중국어 | 工字扣 | Gōngzì kòu | 단추의 단면 구조가 '工'자 모양인 것에서 유래 |
| 영어 | Jean Button | Jean Button | Tack Button과 혼용되는 일반 명칭 |
¶ 장비 세팅 및 유지보수 가이드
- 스트로크(Stroke) 정밀 설정: 원단 두께를 측정한 후, 캔톤이 원단을 압착했을 때 원단이 약 10~15% 압축되는 지점을 하사점으로 설정함. 너무 헐거우면 단추가 돌고, 너무 꽉 조이면 원단이 손상됨.
- 금형(Die) 청결 유지: 작업 시작 전과 매 4시간마다 Die 내부에 금속 파편이나 먼지가 있는지 확인. 이물질은 캔톤 표면 스크래치 및 압착 불량의 주원인임.
- 공압 시스템 점검: 자동 압착기의 경우 에어 레귤레이터를 통해 일정한 압력이 공급되는지 상시 모니터링하고, 에어 필터의 수분을 주기적으로 제거.
- 보강재(Reinforcement) 활용: 10oz 미만의 얇은 원단이나 조직이 느슨한 원단에 부착할 경우, 뒷면에 보강 테이프(Interlining)나 와셔(Washer)를 추가하여 원단 찢어짐 방지.
¶ 공정 흐름도 (Process Flowchart)
¶ 캔톤의 소재 및 표면 처리 기술 (Material & Finishing)
캔톤의 품질은 디자인뿐만 아니라 소재의 물리적 성질에 의해 결정됩니다.
-
소재별 특성 - 황동 (Brass): 가장 고급 소재로 취급됩니다. 내식성이 뛰어나고 연성이 좋아 압착 시 못과의 결합력이 우수합니다. 스톤 워싱 공정에서 변색이 적습니다. - 아연 합금 (Zinc Alloy): 다이캐스팅(Die-casting) 공법으로 제작되어 복잡한 로고나 입체적인 문양 표현에 유리합니다. 다만, 황동에 비해 충격에 취약하여 압착 압력이 너무 높으면 깨질 위험이 있습니다. - 스테인리스강 (Stainless Steel): 극강의 내식성과 강도가 필요한 기능성 의류에 사용되나, 소재가 딱딱하여 압착기 금형의 마모를 가속화시킵니다.
-
도금 및 코팅 (Plating) - Antique Brass / Copper: 빈티지 데님에 가장 많이 사용되는 도금 방식입니다. - Matte Black / Gun Metal: 현대적인 워크웨어나 테크웨어에 주로 적용됩니다. - Eco-friendly Plating: 최근 REACH 및 CPSIA 규정에 따라 시안(Cyanide)을 사용하지 않는 무독성 도금이 필수적입니다. - Electrophoretic Coating (전착 도장): 도금보다 색상 표현 범위가 넓고 균일한 막을 형성하여 프리미엄 브랜드에서 선호합니다.
¶ 국가별 생산 관리 실무 차이
- 한국 (Korea): 다품종 소량 생산 및 고가 브랜드 수주가 많아, 캔톤의 로고 정렬(Logo Alignment)과 표면 스크래치 방지를 위한 수동/반자동 작업을 선호합니다. 금형의 정밀도를 미크론(μm) 단위로 관리하는 경향이 있습니다.
- 베트남 (Vietnam): 글로벌 브랜드(Levi's, Gap, Uniqlo 등)의 대량 생산 기지로, 전 공정 자동화가 이루어져 있습니다. 캔톤 공급 장치(Hopper)의 센서 오작동으로 인한 '공타(Empty Pressing)' 방지가 주요 KPI입니다.
- 중국 (China): 부자재 공급망이 가장 발달해 있어, 매우 다양한 디자인과 저렴한 단가의 캔톤을 빠르게 수급합니다. 다만, 소재의 성분(납, 카드뮴 함량)에 대한 전수 검사가 품질 관리의 핵심입니다.
¶ 실전 유지보수 및 트러블슈팅 심화
"압착 후 단추 머리가 흔들리지 않아야 하는데 흔들린다면?" 1. 못(Tack) 길이 확인: 못이 너무 길면 단추 내부에서 끝까지 박히지 못하고 유격이 생깁니다. (원단 두께 + 2.0mm 공식 재확인) 2. 상부 펀치 마모: 펀치 내부의 스프링이나 핀이 마모되면 못을 끝까지 밀어주지 못합니다. 펀치 교체 주기는 보통 50만 회~100만 회입니다. 3. 원단 밀도 변화: 같은 14oz 데님이라도 위사(Weft)의 밀도에 따라 압착 후 두께가 달라집니다. 로트(Lot)가 바뀔 때마다 하사점 테스트를 다시 해야 합니다.
"자동 기계에서 캔톤이 뒤집어져서 공급된다면?" 1. 선별 원반(Sorting Plate) 조정: 호퍼 내부의 원반 각도와 캔톤의 무게 중심을 맞추어야 합니다. 캔톤의 머리 부분이 무거운 경우 원반의 속도를 늦추어야 정렬이 원활합니다. 2. 정전기 발생: 건조한 겨울철에는 플라스틱 가이드에 정전기가 발생하여 캔톤이 달라붙을 수 있습니다. 정전기 방지 스프레이나 접지(Grounding) 확인이 필요합니다.
¶ 관련 항목 (Related Items)
- 리벳 (Rivet): 주머니 모서리 등 응력이 집중되는 부위를 보강하기 위한 소형 금속 부자재.
- 스냅 단추 (Snap Button): 스프링 탄성을 이용한 여닫이 방식 부자재 (일명 똑딱이).
- 아일렛 (Eyelet/Grommet): 끈이 통과하는 구멍을 보강하기 위한 링 형태의 금속 부자재.
- 바택 (Bar-tack): ISO 4915 304 스티치 등을 활용하여 하중 부위를 보강하는 봉제 공정.
- 쟝크 단추 (Shank Button): 실로 꿰매어 부착하지만 단추 밑에 기둥(Shank)이 있는 형태. 캔톤과 외관은 유사하나 부착 방식이 다름.
- 검침기 (Needle Detector): 금속 부자재 부착 후 잔류 바늘이나 철 성분을 감지하는 필수 공정 장비.