

텔레스코픽핸들 (Telescopic Handle / キャリーハンドル / tay kéo / 拉杆)
¶ 개요
텔레스코픽핸들은 여행용 가방(Luggage), 비즈니스 백팩, 산업용 케이스 등의 이동 편의성을 극대화하기 위해 장착되는 다단식 인입형 손잡이 시스템이다. 주로 알루미늄 합금이나 스틸 파이프를 중첩 구조로 설계하여 사용자의 체형에 맞게 높이를 조절할 수 있도록 제작된다. 봉제 공장에서는 이 텔레스코픽핸들이 삽입되는 하우징(Housing) 공간의 확보, 핸들 고정용 슬리브(Sleeve) 제작, 그리고 하중을 견디기 위한 보강 봉제(Reinforcement Stitching) 공정이 핵심적인 품질 관리 요소로 다뤄진다.
물리적 메커니즘 측면에서 텔레스코픽핸들은 '슬라이딩 마찰(Sliding Friction)'과 '포지티브 락킹(Positive Locking)'의 원리를 결합한 장치이다. 고정식 핸들(Fixed Handle)이 구조적 안정성과 내구성은 뛰어나지만, 수납 시 공간 점유가 크고 사용자의 신장 변화에 대응하지 못하는 단점을 보완하기 위해 개발되었다. 텔레스코픽 시스템은 가방의 전체 무게 중심(Center of Gravity)을 사용자의 손으로 전달하는 가교 역할을 하며, 특히 휠(Wheel) 시스템과 연동되어 '지렛대의 원리'를 통해 체감 하중을 30% 이상 경감시킨다.
산업 현장에서 텔레스코픽핸들의 선택 기준은 단순히 디자인이 아니라 '강성 대비 중량비(Stiffness-to-Weight Ratio)'와 '작동 부드러움(Smoothness)'에 있다. 저가형 모델은 스틸 파이프를 사용하여 원가를 절감하지만 부식에 취약하고 무거운 반면, 고급형 모델은 항공기 등급의 알루미늄(6000 계열 이상)을 사용하여 경량화와 고강도를 동시에 달성한다. 봉제 제조 공정에서는 텔레스코픽핸들의 부피로 인해 재봉틀의 작업 공간(Arm Space) 확보가 필수적이며, 이를 위해 실린더 베드(Cylinder Bed) 타입의 재봉기나 유니슨 피드(Unison Feed) 본봉 재봉기가 주로 투입된다.
¶ 정의 및 구조
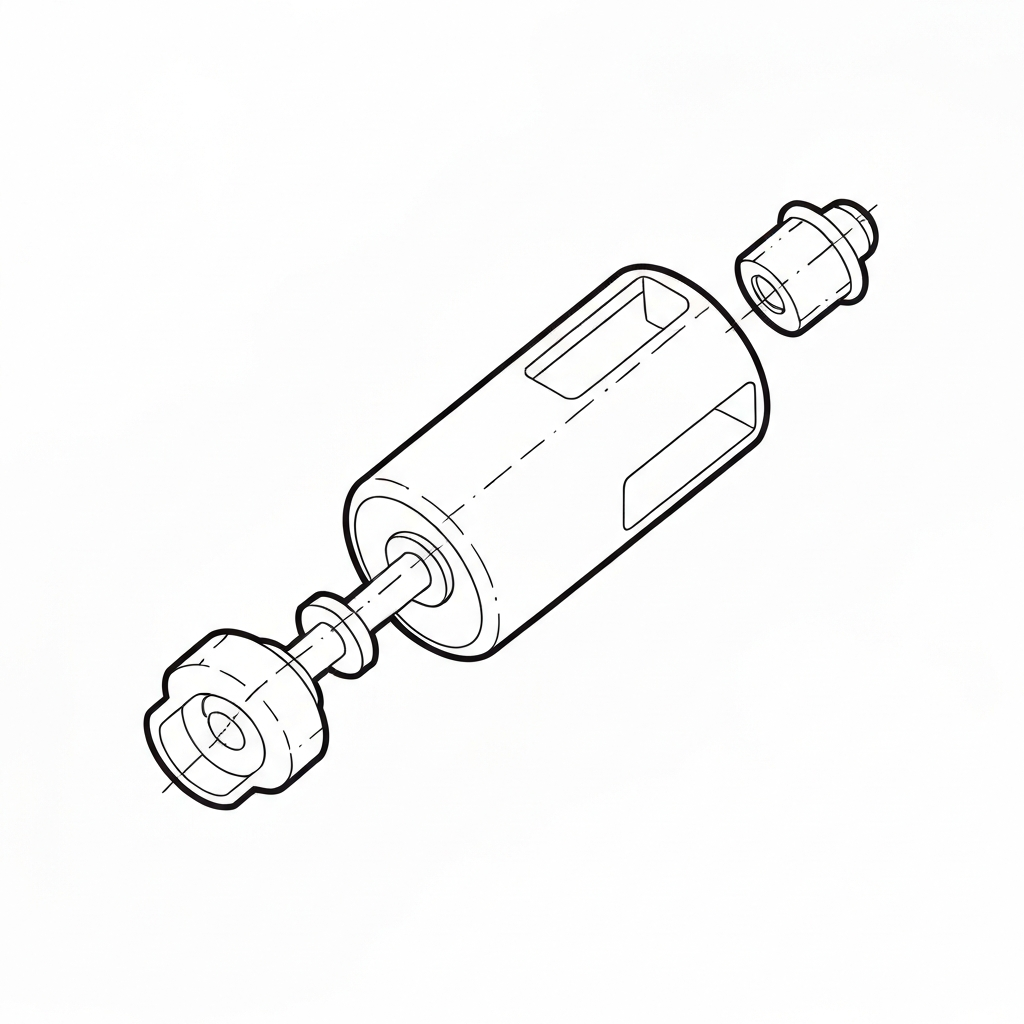
텔레스코픽핸들은 단순한 손잡이를 넘어 가방의 골격(Frame) 역할을 수행하는 정밀 부품이다. * 파이프(Pipe): 주로 알루미늄 6063 또는 6061 합금을 사용하여 경량화와 강도를 동시에 확보한다. 단면 형상에 따라 원형, 사각형, D형으로 구분되며, 최근에는 비틀림 강성을 높인 육각형(Hexagonal) 구조도 채택된다. * 그립(Grip): 사용자가 잡는 부분으로 ABS 또는 PP 수지에 에어메쉬나 고무 코팅(TPE/TPU 이중 사출)을 더해 그립감을 개선한다. 인체공학적 설계를 통해 장시간 사용 시 손목 피로도를 최소화한다. * 락킹 메커니즘(Locking Mechanism): 내부의 스프링과 핀을 통해 특정 단계(2단~4단)에서 텔레스코픽핸들을 고정한다. 버튼을 누르면 내부 커넥팅 로드가 핀을 해제하는 방식이다. * 하우징(Housing): 가방 본체와 텔레스코픽핸들을 연결하는 플라스틱 사출물로, 봉제 공정에서 원단과 리벳 또는 스크류로 결합되는 부위이다.
기계적 작동 원리를 상세히 살펴보면, 그립 중앙의 버튼을 누를 때 내부의 커넥팅 로드(Connecting Rod) 또는 와이어가 하단으로 힘을 전달하여 파이프 측면의 락킹 핀(Locking Pin)을 안쪽으로 후퇴시킨다. 이때 파이프 간의 유격(Tolerance)은 보통 0.2mm~0.5mm 사이로 관리되어야 하며, 유격이 너무 작으면 열팽창이나 이물질에 의해 고착되고, 너무 크면 흔들림(Rattle)이 심해져 고급감이 떨어진다.
유사 기법인 '스트랩 핸들(Strap Handle)'이나 '웨빙 핸들(Webbing Handle)'과 비교했을 때, 텔레스코픽핸들은 수직 하중뿐만 아니라 수평 추진력을 전달할 수 있다는 독보적인 장점이 있다. 이는 가방을 단순히 '드는' 것에서 '끄는' 것으로 패러다임을 전환시킨 핵심 요소이다.
봉제 산업에서의 역사적 배경을 보면, 1987년 노스웨스트 항공의 파일럿이었던 로버트 플래스(Robert Plath)가 가방에 바퀴와 수직 핸들을 단 'Rollaboard'를 발명하면서 현대적 텔레스코픽핸들의 기틀이 마련되었다. 이후 봉제 공장은 단순히 원단을 꿰매는 곳에서 하드웨어와 소프트웨어(원단)를 결합하는 조립 공장(Assembly Plant)의 성격을 띠게 되었다.
¶ 기술 사양표
| 항목 | 상세 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | 301 (본봉), 304 (지그재그/바텍) | 핸들 슬리브 및 보강 부위 적용 사양 |
| 주요 소재 | Aluminum Alloy 6061/6063, Stainless Steel, ABS, Nylon | 부식 방지 및 내충격성 기준 |
| 부착 방식 | 리벳팅(Riveting), 스크류 체결, 초음파 융착 | 가방 구조 및 프레임 설계에 따라 상이 |
| 권장 재봉기 | Juki TSC-441U, Brother BAS-311HN, Juki LU-2810-7 | 극후물용 실린더 베드 및 패턴 자동 재봉기 |
| 권장 바늘 시스템 | System 794 (DY×3) 23호~25호, 135×17 (DP×17) 22호~24호 | 두꺼운 보강재 및 하우징 관통용 |
| 권장 실(Thread) | 코아사 5번~8번, 나일론 6번, 본드사(Bonded) | 고하중 견인력 및 마찰 저항 확보용 |
| 내구성 기준 | 5,000회 이상 인입/인출 (Cycle Test) | QB/T 2155-2010 (중국 산업 표준) 준수 |
| 최대 허용 하중 | 20kg ~ 40kg (규격별 차등) | 텔레스코픽핸들 완전 인출 상태 기준 |
| 권장 SPI (Stitches Per Inch) | 6 ~ 8 SPI (보강 부위), 10 ~ 12 SPI (일반 외관) | 하중 분산 및 원단 천공 방지 |
| 재봉기 권장 속도 | 800 ~ 1,200 spm (후물 작업 시) | 바늘 열 발생 방지 및 정확도 유지 |
| 밑실 장력 (Towa 기준) | 25 ~ 35 gf | 나일론 6번 실 기준 (소재 및 실 굵기에 따라 조정) |
| 윗실 장력 | 150 ~ 250 gf | 원단 두께 5mm 이상 및 보강재 삽입 기준 |
¶ 적용 분야
- 여행용 가방(Luggage): 하드쉘(PC/ABS) 및 소프트사이드(Nylon/Polyester) 캐리어의 메인 견인 시스템.
- 기능성 백팩: 휠 백팩(Wheeled Backpack)의 배면부 삽입형 텔레스코픽핸들.
- 산업용 수송 케이스: 정밀 측정 기기, 군용 장비, 방송 장비 보호용 하드 케이스.
- 의료용 카트: 이동식 진단 장비 및 응급 처치 키트의 이동용 손잡이.
- 공구함(Tool Box): 고중량 공구 세트의 이동을 위한 대형 텔레스코픽 시스템.
적용 분야별 상세 디테일: 1. 소프트사이드 캐리어 (Nylon 1680D 등): 텔레스코픽핸들 하우징이 직접 원단에 닿는 부위는 마찰력이 강하므로 '타포린(Tarpaulin)' 소재를 덧대어 보강한다. SPI는 8 정도로 설정하여 원단 천공에 의한 강도 저하를 방지한다. 2. 비즈니스 백팩 (Wheeled Backpack): 텔레스코픽핸들이 인출될 때 어깨끈이 말려 들어가지 않도록 '가이드 파이핑(Guide Piping)' 처리를 한다. 여기에는 주로 210D 나일론 안감을 사용하며, 12 SPI의 촘촘한 본봉(Lockstitch)이 적용된다. 3. 아웃도어/스포츠 더플백: 거친 환경에서 사용되므로 실의 마모를 방지하기 위해 '함몰형 봉제(Recessed Stitching)' 기법을 사용한다. 실은 내광성이 강한 본드사(Bonded Thread)를 선호한다. 4. 산업용 하드케이스: 봉제보다는 리벳팅과 가스켓(Gasket) 삽입이 주를 이루며, 방수 성능(IP67 등) 유지를 위해 결합부에 실리콘 실란트를 도포하기도 한다.
¶ 주요 결함 및 해결 방안
- 핸들 작동 불량 (Jamming): 파이프 내부 이물질 유입 또는 충격에 의한 변형.
- 해결: 조립 전 파이프 직진도(Straightness) 전수 검사 및 에어 블로우 세척 공정 추가.
- 락킹 버튼 고착 (Button Failure): 내부 스프링 탄성 저하 또는 버튼 사출물 유격 부족.
- 해결: 고탄성 스테인리스 스프링 적용 및 버튼 작동부 윤활 처리(Dry Lubricant).
- 부착 부위 원단 찢어짐 (Fabric Tearing): 텔레스코픽핸들 하우징과 원단 결합부의 응력 집중.
- 해결: 내부에 PE 보드(1.5mm 이상) 또는 EVA 폼 보강재를 삽입하고 바텍(Bartack)으로 보강 봉제.
- 리벳 탈락 및 흔들림 (Rivet Loosening): 리벳팅 압력 부족 또는 타공 구멍 공차 과다.
- 해결: 자동 리벳팅기 압력(Pressure) 정밀 설정 및 타공 지그(Jig) 사용 의무화.
- 표면 아노다이징 불량 (Surface Defect): 파이프 표면의 스크래치 또는 색상 불일치.
- 해결: 조립 공정 내 보호 필름 부착 유지 및 로트(Lot)별 색차계 검사 실시.
실전 트러블슈팅 노하우: * 증상: 텔레스코픽핸들을 끝까지 뽑았을 때 좌우 높이가 미세하게 다르다. * 원인: 내부 락킹 핀의 위치 불일치 또는 파이프 절단 길이 오차. * 조치: 파이프 하단 고정 캡(Bottom Cap)의 삽입 깊이를 재조정하고, 좌우 파이프의 로트(Lot) 번호를 일치시킨다. * 증상: 재봉 후 텔레스코픽핸들 하우징 주변 원단이 운다(Puckering). * 원인: 하우징의 곡률과 원단의 패턴 곡률 불일치, 또는 과도한 장력. * 조치: 노루발 압력을 낮추고, 하우징 부착 전 원단에 '노치(Notch)' 가이드를 정확히 표시하여 이세(Ease)를 조절한다. * 증상: 리벳팅 후 텔레스코픽핸들이 흔들린다. * 원인: 리벳의 '섕크(Shank)' 길이가 결합 두께보다 너무 길다. * 조치: (원단+보강재+하우징 두께) + 2.0mm 공식을 적용하여 리벳 길이를 재선정한다.
¶ 품질 검사 및 테스트 기준
- 인입/인출 반복 테스트: 자동화 장비를 이용해 텔레스코픽핸들을 끝까지 뽑고 넣는 동작을 5,000회 반복 후 메커니즘 이상 유무 확인.
- 핸들 저크 테스트 (Handle Jerk Test): 가방에 규정 하중을 채운 후 텔레스코픽핸들을 잡고 급격히 들어 올리는 동작을 반복하여 결합부 강도 측정.
- 수평/수직 유격 측정: 텔레스코픽핸들을 완전히 뽑은 상태에서 좌우 흔들림(Play)이 5mm~8mm 이내인지 확인.
- 염수 분무 테스트 (Salt Spray Test): 해안 지역 사용 환경을 고려하여 ISO 9227 기준에 따라 24~48시간 노출 후 부식 여부 검사.
- 저온/고온 작동 테스트: -20℃ 및 60℃ 환경에서 락킹 메커니즘의 정상 작동 여부 확인.
- 낙하 테스트 (Drop Test): 텔레스코픽핸들을 인출한 상태에서 가방을 90cm 높이에서 낙하시켜 핸들 파이프의 굴곡(Bending) 저항성을 측정한다.
- 핸들 그립 인장 테스트: 그립부 사출물과 파이프의 결합 강도를 측정하며, 보통 100kgf 이상의 인장력을 견뎌야 한다.
- 화학적 안전성 검사: REACH 및 RoHS 기준에 의거, 그립부의 가소제(Phthalates) 및 중금속 함유량을 검사한다.
¶ 현장 은어 및 관련 용어
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 (KR) | 라깐 / 대(Pipe) | 중국어 '拉杆'에서 유래된 현장 은어. 텔레스코픽핸들 전체 또는 파이프를 지칭. |
| 일본어 (JP) | キャリーハンドル | '캐리 핸들'로 통칭하며, 조립 공정을 '시아게(仕上げ)' 단계에서 처리. |
| 베트남어 (VN) | Cần kéo | '끄언 깨오'. 당기는 막대라는 뜻으로 현장에서 가장 보편적으로 사용. |
| 중국어 (CN) | 拉杆 (Lāgǎn) | '라깐'. 전 세계 가방 부자재 시장에서 통용되는 표준 용어. |
| 공통 은어 | 구루마 손잡이 | 바퀴 달린 모든 가방(구루마)의 손잡이를 통칭하는 구식 표현. |
| 현장 용어 | 유격(Play) | 파이프 간의 흔들림 정도. "유격이 크다"는 품질 불량의 신호. |
| 현장 용어 | 도메(Backtacking) | 텔레스코픽핸들 슬리브 입구의 되박음질 보강. |
¶ 장비 세팅 및 공정 가이드
- 타공 및 정렬 (Alignment): 가방 본체의 중심선과 텔레스코픽핸들 하우징의 중심선이 일치하지 않으면 이동 시 가방이 한쪽으로 쏠린다. 반드시 전용 지그(Jig)를 사용하여 타공 위치를 고정해야 한다.
- 스크류 토크 관리: 전동 드라이버 사용 시 토크를 1.2~1.8 N·m로 설정한다. 토크가 너무 높으면 플라스틱 하우징의 나사산이 파손(Stripping)되고, 낮으면 진동에 의해 나사가 풀린다.
- 봉제 보강 (Sleeve Sewing): 텔레스코픽핸들이 통과하는 원단 입구는 마찰이 잦으므로 0.8mm 이상의 두꺼운 실로 '도메(Backtacking)' 처리를 확실히 해야 한다. 바늘은 원단 손상을 방지하기 위해 끝이 둥근 SES 또는 SUK 타입을 고려할 수 있으나, 보강재가 딱딱할 경우 일반 R 타입을 사용한다.
- 리벳팅 압력: 원단과 내부 PE 보드의 합계 두께보다 1.5mm~2.0mm 긴 리벳을 선택하고, 리벳 머리가 원단에 적절히 파고들 정도로 압력을 조절한다.
기술자 팁: Juki TSC-441U 세팅 1. 노루발 상승량: 텔레스코픽핸들 하우징의 높이를 고려하여 노루발 상승량을 20mm 이상으로 확보한다. 2. 이송 방식: 상하 통합 이송(Unison Feed) 방식을 사용하여 두꺼운 PE 보드와 원단이 밀리지 않도록 한다. 3. 바늘 냉각: 고속 재봉 시 바늘 열로 인해 나일론 실이 녹는 것을 방지하기 위해 실리콘 오일 컵(Needle Cooler)을 장착한다.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목
- 캐스터 (Caster): 텔레스코픽핸들과 연동되어 가방의 이동성을 결정짓는 바퀴 뭉치.
- PE 보드 (Polyethylene Board): 텔레스코픽핸들 고정 부위의 인장 강도를 높이기 위해 삽입하는 핵심 보강재.
- 바텍 (Bartacking): 텔레스코픽핸들 노출 부위의 원단 찢어짐 방지를 위한 고밀도 보강 봉제 공정.
- 아노다이징 (Anodizing): 알루미늄 파이프의 내식성과 내마모성을 높이기 위한 전기화학적 표면 처리.
- 코너 가드 (Corner Guard): 텔레스코픽핸들 하우징 주변의 파손을 방지하기 위해 부착하는 보호 부품.
¶ 소재 및 부품별 상세 특성
텔레스코픽핸들의 성능은 구성 부품의 소재 공학적 특성에 크게 의존한다.
- 알루미늄 파이프 형상:
- 원형(Round): 가장 고전적인 형태이나 비틀림 강도가 낮다.
- 사각형(Square/Rectangular): 강도가 높고 조립이 용이하여 대형 캐리어에 주로 사용된다.
- D형(D-shape): 한쪽 면을 평평하게 만들어 내부 공간 효율을 높이고 비틀림을 방지한 고급형 디자인이다.
- 표면 처리 기술:
- 전기 도금(Electroplating): 광택이 우수하나 스크래치에 취약하고 환경 오염 문제가 있다.
- 분체 도장(Powder Coating): 내구성이 좋고 다양한 색상 구현이 가능하나 층이 두꺼워 유격 관리가 어렵다.
- 아노다이징(Anodizing): 알루미늄 자체 산화막을 이용해 경도가 매우 높고 금속 질감을 살릴 수 있어 프리미엄 라인에 필수적이다. 보통 10~15미크론 두께의 피막을 형성한다.
- 그립 소재의 진화: 초기에는 단순 ABS 수지를 사용했으나, 현재는 손목의 피로도를 줄이기 위해 TPE(Thermoplastic Elastomer) 또는 TPU(Thermoplastic Polyurethane)를 이중 사출(Double Injection)하여 부드러운 촉감을 제공한다.
¶ 국가별 제조 현장 실무 비교
제조 거점에 따라 텔레스코픽핸들을 다루는 공정의 우선순위가 다르다.
- 한국(KR): 주로 특수 목적용(군용, 의료용) 고단가 제품을 생산한다. 텔레스코픽핸들의 '정숙성'을 위해 파이프 내부에 소음 방지용 플라스틱 슬리브를 추가하는 등 디테일한 튜닝 공정이 포함된다. 봉제 시에는 땀수의 일관성을 극도로 강조한다.
- 베트남(VN): 글로벌 브랜드(Samsonite, Tumi 등)의 주력 생산 기지이다. ISO 9001 기반의 엄격한 공정 관리가 이루어지며, 특히 리벳팅 공정에서 '리벳 머리 압착 직경'을 마이크로미터로 전수 검사하는 등 데이터 기반 품질 관리를 수행한다. Juki LU-2810-7과 같은 최신 자동 사절 재봉기 보급률이 높다.
- 중국(CN): 광둥성(Guangdong) 지역을 중심으로 거대한 부품 생태계가 형성되어 있다. 봉제 공장 바로 옆에 텔레스코픽핸들 사출 공장이 있는 경우가 많아, 실시간으로 하우징 설계를 수정하거나 커스텀 핸들을 제작하는 '속도전'에 최적화되어 있다. 원가 절감을 위해 자동화된 리벳팅 라인을 적극 활용한다.
¶ 유지보수 및 사후 관리 (A/S 가이드)
봉제 기술자 및 품질 관리자는 완제품 출고 후 발생할 수 있는 문제에 대해 다음의 가이드를 숙지해야 한다.
- 윤활 관리: 텔레스코픽핸들 작동이 뻑뻑해질 경우 일반 구리스(Grease)보다는 먼지가 달라붙지 않는 건식 실리콘 스프레이(Dry Silicone Spray) 또는 흑연 가루(Graphite Powder) 사용을 권장한다.
- 부품 교체: 텔레스코픽핸들은 모듈화된 부품이므로, 파이프 파손 시 전체를 교체하기보다 하우징의 스크류를 풀고 해당 유닛만 교체하는 것이 경제적이다. 이를 위해 설계 단계에서 '교체 용이성(Serviceability)'을 고려한 봉제 패턴 설계가 필요하다. (예: 안감에 지퍼형 점검구 설치)
- 세척: 알루미늄 파이프에 염분이 묻었을 경우 즉시 젖은 수건으로 닦고 건조시켜야 '백화 현상(White Corrosion)'을 방지할 수 있다.
¶ 기술적 요약 및 결론
텔레스코픽핸들의 품질은 단순히 부품의 강도뿐만 아니라, 봉제 공정에서의 정밀한 정렬과 보강, 그리고 적절한 장비 세팅의 조화로 결정된다. 특히 극후물용 재봉기인 Juki TSC-441U나 패턴 재봉기인 Brother BAS-311HN의 활용은 대량 생산 체제에서 균일한 품질을 확보하기 위한 필수 요소이다. 현장 기술자는 원단의 두께와 보강재의 경도에 따라 바늘 번수와 실의 장력을 미세 조정해야 하며, 리벳팅 공정에서의 토크 관리를 통해 장기적인 내구성을 보장해야 한다. 이러한 기술적 디테일의 준수는 최종 사용자의 만족도를 높이고 브랜드의 신뢰성을 구축하는 밑바탕이 된다.