



툴백 (Tool Bag / Túi đựng dụng cụ / 工具袋 / ツールバッグ)
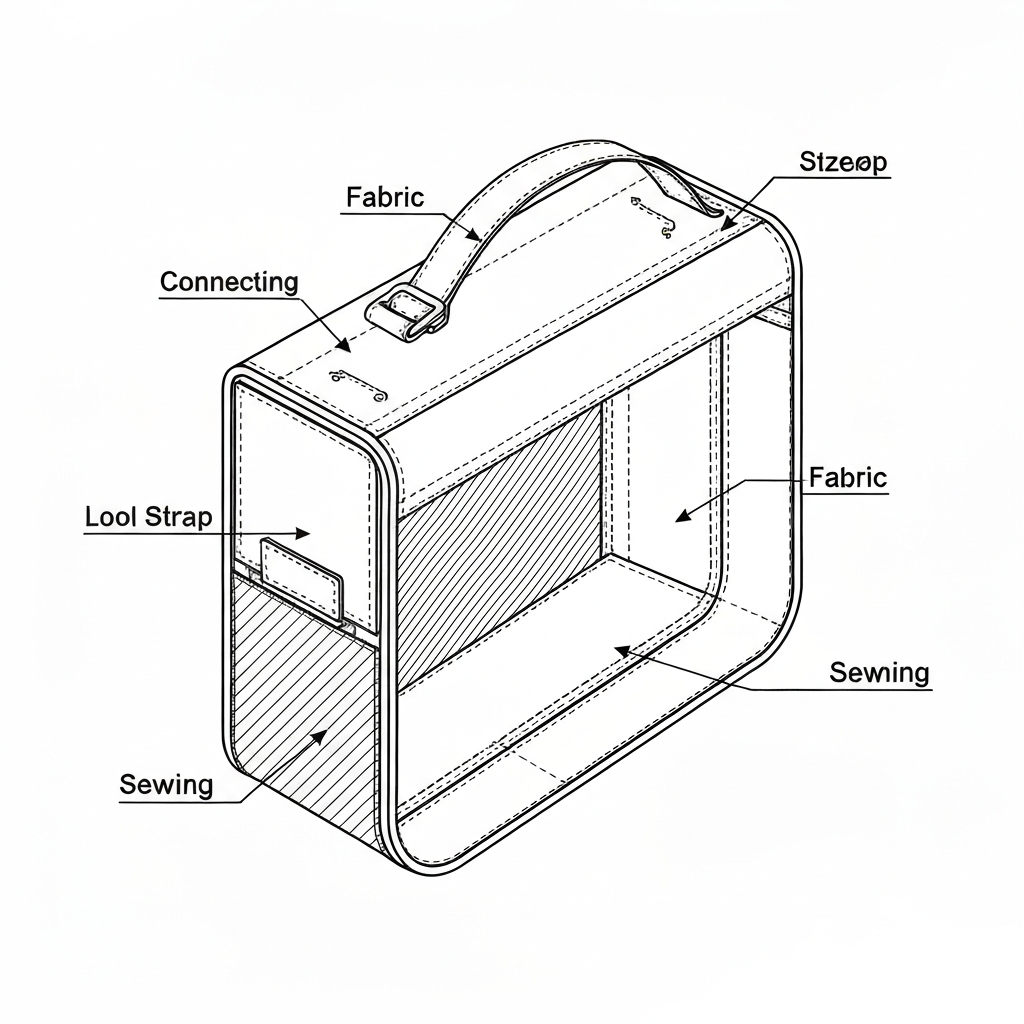
 그림 1: 고데니어 발리스틱 나일론과 사출 바닥재가 적용된 산업용 툴백의 전형적인 구조
그림 1: 고데니어 발리스틱 나일론과 사출 바닥재가 적용된 산업용 툴백의 전형적인 구조
¶ 개요
툴백(Tool Bag)은 수공구, 전동공구 및 각종 산업용 부품을 안전하게 수납하고 이동하기 위해 설계된 고내구성 가방이다. 일반적인 패션 가방과 달리 중량물의 하중을 견뎌야 하므로 고밀도 원단(Canvas, 600D~1680D Polyester/Nylon)과 물리적 보강재(PE Board, Steel Wire, Rivet)가 필수적으로 사용된다. 봉제 공정에서는 하중이 집중되는 핸들과 스트랩 연결 부위에 강력한 보강 봉제(Bartack, Box-X Stitch)가 요구되며, 주로 극후물용(Heavy Duty) 산업용 재봉기가 투입된다.
[물리적 메커니즘 및 산업적 중요도] 툴백의 핵심 물리적 메커니즘은 '하중 분산(Load Distribution)'과 '전단 응력(Shear Stress) 저항'에 있다. 수납되는 공구의 무게가 특정 지점에 집중될 경우, 원단의 직조 구조가 파괴되거나 봉제선이 터지는 '심 슬립(Seam Slippage)' 현상이 발생한다. 이를 방지하기 위해 툴백은 하중을 봉제선이 아닌 웨빙(Webbing) 구조체 전체로 전달하도록 설계된다.
대체 기법인 하드 케이스(Plastic/Metal Case)와 비교했을 때, 봉제형 툴백은 자체 중량이 가볍고 외부 충격 시 에너지를 흡수하여 내부 공구를 보호하는 능력이 탁월하다. 또한, 유연한 소재 특성상 좁은 현장이나 차량 적재 시 공간 효율성이 높다. 산업 현장에서 툴백의 품질은 작업자의 안전과 직결된다. 봉제 불량으로 인해 고소 작업 중 가방 바닥이 터지거나 스트랩이 끊어질 경우, 낙하물로 인한 중대 재해로 이어질 수 있기 때문이다. 따라서 툴백 제조는 단순한 가방 제작을 넘어 '안전 장구'를 제조한다는 관점에서 엄격한 인장 강도 설계가 선행되어야 한다.
¶ 정의 및 기술적 특징
툴백은 물리적 내구성과 구조적 안정성을 최우선으로 한다. ISO 4915 기준 주로 Class 301 (본봉/Lockstitch)이 메인 조립에 사용되며, 내구성이 극도로 요구되는 부위에는 Class 304 (지그재그 스티치) 또는 Class 401 (체인스티치)이 적용된다.
- 구조적 보강: 바닥면의 처짐을 방지하기 위해 고밀도 폴리에틸렌(HDPE) 판넬을 삽입하고 이를 본체와 합봉한다.
- 봉제 강도: 일반 의류 대비 3~5배 이상의 인장 강도를 확보해야 하며, 이를 위해 본디드 나일론(Bonded Nylon) 또는 고강력 폴리에스테르 실을 사용한다.
- 내마모성: 현장의 거친 환경을 고려하여 바닥면에 고무 타포린(Tarpaulin)이나 플라스틱 사출 바닥재를 결합하는 경우가 많다.
[기계적 작동 원리 및 국가별 현장 인식] 툴백 봉제의 핵심 기계적 원리는 '상하송(Unison Feed)' 시스템이다. 일반 본봉기는 하단 톱니만 움직이지만, 툴백용 상하송 재봉기(예: Juki LU-2810)는 바늘, 노루발, 톱니가 동시에 원단을 이송한다. 이는 1680D 이상의 두꺼운 원단이나 PE 보드가 삽입된 다층 구조에서도 층간 밀림(Ply Shift) 없이 정확한 땀수를 유지하게 한다. 특히 바늘이 원단에 박힌 상태에서 이송이 이루어지므로, 고하중 부위에서 바늘이 휘거나 부러지는 현상을 억제한다.
역사적으로 툴백은 19세기 중반 캔버스 소재의 '석공 가방(Mason's Bag)'에서 유래했으나, 1990년대 이후 듀폰(DuPont)의 코듀라(Cordura) 및 발리스틱 나일론(Ballistic Nylon)의 보급으로 현대적인 고기능성 툴백으로 진화했다.
현장 인식 측면에서 한국 공장은 '아쯔모노(극후물)' 전용 가마(Large Hook) 세팅과 수동 보강 작업을 선호하는 경향이 있는 반면, 베트남과 중국의 대형 공장들은 Brother BAS 시리즈와 같은 컴퓨터 패턴 재봉기를 활용한 자동화 보강(X-Box Stitch 자동화)을 통해 품질 균일성을 확보하는 데 집중하고 있다. 베트남 현장에서는 특히 'May dằn(보강 박음질)'의 정밀도를 품질의 척도로 삼으며, 중국 공장은 원가 절감을 위해 PVC 코팅 원단과 사출 바닥재의 하이브리드 결합 기술에 강점을 보인다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (본봉), Class 304 (바텍), Class 421 (트리플 체인) | 용도별 혼용 |
| 주요 재봉기 유형 | 상하송 본봉기 (Unison Feed), 말뚝 미싱 (Cylinder Bed), 패턴 재봉기 | 극후물용 장비 필수 |
| 추천 모델 (Juki) | LU-2810 (상하송), TSC-441 (실린더베드), LG-158 (롱암) | 극후물 전용 라인업 |
| 추천 모델 (Brother) | BAS-342H (패턴기), S-7300A (보강용 본봉) | 자동화 공정 필수 |
| 바늘 시스템 | DP×17, DP×16, DY×3 (Size 19# ~ 25#) | 원단 두께에 따라 가변 |
| 표준 땀수 (SPI) | 6 ~ 10 SPI (2.5mm ~ 4.0mm 땀 길이) | 고하중용 저밀도 설정 |
| 사용 실 (Thread) | 바늘실: Bonded Nylon #8~#20 / 밑실: 동일 또는 #20 | 고강력 본딩사 필수 |
| 최대 봉제 속도 | 1,200 ~ 1,800 spm (극후물 기준) | 소재 두께 및 열 발생 고려 |
| 주요 원단 | 1680D Ballistic Nylon, PVC Coated Canvas, Cordura® | 고데니어 원단 |
| 윗실 장력 (Towa 기준) | 350g ~ 450g (소재 및 실 굵기에 따라 조정) | TM-2(Heavy Duty) 게이지 사용 |
| 밑실 장력 (Towa 기준) | 40g ~ 60g | 대형 보빈 케이스 기준 |
| 바늘 끝 형태 (Point) | R-Point (표준), S-Point (가죽/코팅재), LL-Point (사선) | 원단 조직 파괴 방지 |
¶ 적용 분야 및 부위
- 메인 바디 조립: 1680D 이상의 고데니어 원단 2~4겹 합봉.
- 핸들 및 스트랩: 하중이 집중되는 부위에 웨빙(Webbing) 테이프를 덧대고 X-Box Stitch 또는 Bartack 처리.
- 내부 칸막이: 수공구 삽입 시 찢어짐 방지를 위해 포켓 입구에 바인딩(Binding) 및 보강 박음질.
- 몰리(MOLLE) 시스템: 군용 및 전문가용 툴백의 외부 웨빙 부착 공정.
- 바닥면 보강: PE 판넬 또는 사출 바닥재와 본체 간의 헤비듀티 합봉(주로 Juki TSC-441 같은 실린더 베드 기종 사용).
 그림 2: 하중 집중 부위에 적용된 X-Box Stitch 및 바텍 보강 사례
그림 2: 하중 집중 부위에 적용된 X-Box Stitch 및 바텍 보강 사례
[구체적 부위 및 업종별 차이] 1. 의류 (Workwear): - 툴 포켓(Tool Pocket): 카고 팬츠의 허벅지 측면 또는 조끼의 가슴 부위에 부착. 주로 10~12 SPI로 봉제하며, 포켓 입구 양끝은 반드시 28바(Bar) 이상의 바텍(Bartack) 처리가 필요하다. - 무릎 보강 패드(Knee Pad Pockets): 500D 이상의 코듀라 원단을 덧대어 봉제하며, 활동성을 위해 지그재그 스티치(Class 304)를 부분 적용하기도 한다.
-
가방 (Tool Bag 전문): - 백팩 어깨끈 연결부 (Shoulder Strap Junction): 툴백 중 가장 파손이 잦은 부위이다. 웨빙을 몸판 내부 PE 보드까지 깊숙이 삽입한 후, 7호 이상의 굵은 실로 30mm x 30mm 크기의 X-Box Stitch를 2중으로 박음질한다. - 입구 프레임 (Mouth Frame): 가방 입구를 벌린 상태로 유지하기 위해 삽입된 스틸 와이어(Steel Wire) 주위를 600D 이상의 원단으로 감싸는 '파이핑(Piping)' 공정이다. 이때는 말뚝 미싱(Cylinder Bed)을 사용하여 곡선 구간의 이송력을 확보한다.
-
업종별 차이: - 전기공용 툴백: 금속 부자재 노출을 최소화해야 하므로 리벳(Rivet) 대신 고밀도 바텍 봉제를 선호한다. - 배관/건설용 툴백: 수분에 노출되므로 실의 흡습성이 낮은 본디드 폴리에스테르(Bonded Polyester) 실을 사용하며, 바닥면은 100% 방수 타포린 합봉이 필수이다. SPI는 하중 부위 6~8, 비하중 부위 10으로 이원화하여 관리한다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 메또비 (Skip Stitch) - 원인: 두꺼운 원단 겹침 부위에서 바늘이 휘거나 루프(Loop) 형성이 불안정함. - 해결: DP×17 등 강성이 높은 바늘로 교체하고, 바늘과 가마(Hook) 사이의 타이밍을 0.05mm~0.1mm로 정밀 재조정.
- 실 끊어짐 (Thread Breakage) - 원인: 고속 봉제 시 바늘 열로 인해 나일론 실이 녹거나, 가마의 거친 표면에 실이 걸림. - 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일 도포, 가마 표면 연마(Polishing).
- 원단 밀림 (Material Slipping) - 원인: 상하송 장비의 노루발 압력 부족 또는 이송 톱니와 노루발의 동기화 불량. - 해결: 상하송(Walking Foot) 교차 이송량을 원단 두께에 맞춰 증대시키고 노루발 압력 스프링 강화.
- 바늘 부러짐 (Needle Breakage) - 원인: 내부 PE 보강재 타격 또는 바늘 가드(Needle Guard) 설정 오류. - 해결: 보강재 삽입 위치 가이드라인 수정 및 바늘 가드 간격을 바늘 두께의 10% 이내로 설정.
- 땀 불균일 (Uneven Stitch) - 원인: 하중으로 인한 원단 이송 저항 및 밑실 장력 불안정. - 해결: 대형 가마(Large Hook) 채택 모델을 사용하여 밑실 용량을 확보하고, 보조 풀러(Puller) 장치를 장착하여 이송력 보조.
- 원단 터짐 (Fabric Bursting) - 원인: 바늘 끝 형태(Point Shape)가 원단 섬유를 과도하게 절단함. - 해결: 원단 조직에 따라 R-point(라운드) 또는 원형 바늘을 사용하고, 땀수를 너무 촘촘하게 설정하지 않음(최소 6 SPI 유지).
[실전 노하우: 현장 트러블슈팅] - "가마 타이밍이 정확한데도 특정 구간에서 메또비가 발생한다면, 바늘 가드(Needle Guard)의 마모 상태를 먼저 확인하십시오." 극후물 봉제 시 바늘이 뒤로 밀리는 현상을 가드가 막아주지 못하면 루프 형성이 불가능해진다. - "실 끊어짐이 빈번할 경우, 실의 꼬임 방향(S-twist vs Z-twist)을 확인하십시오." 산업용 재봉기는 일반적으로 Z-twist 실에 최적화되어 있으며, 반대 방향의 실을 사용하면 봉제 중 실이 풀리면서 끊어질 수 있다.
¶ 품질 검사 기준 (QC Standards)
- 정적/동적 하중 테스트 (ISO 13934-1 준용): 툴백은 단순 의류와 달리 고하중을 견뎌야 하므로, 규정 무게(예: 25kg) 적재 후 24시간 방치 및 5,000회 진동 테스트 후 봉제선 이상 유무를 확인하는 것이 필수적이다.
- 바텍(Bartack) 전수 검사: 설계 도면에 명시된 모든 하중 집중 포인트(스트랩, 포켓 입구)의 보강 봉제 누락 여부 확인.
- 치수 정밀도: 공구 수납 칸막이의 폭과 깊이가 표준 공구(드라이버, 렌치 등) 규격에 부합하는지 확인 (허용 오차 ±2mm).
- 염수 분무 테스트 (ASTM B117 기준): 지퍼, 리벳, D-링 등 금속 부자재의 부식 방지 성능 확인 (최소 48시간 이상). 현장 노출이 잦은 툴백의 특성상 필수적인 검사항목이다.
- 마찰 견뢰도 (ISO 105-X12): 원단 및 웨빙의 마찰에 의한 색 배임 및 보풀 발생 여부 검사. 작업복에 색이 묻어나는 것을 방지하기 위함이다.
- 봉제 밀도 검사: 인치당 땀수(SPI)가 설계 사양(예: 7 SPI ±1)을 준수하는지 10포인트 무작위 측정.
¶ 현장 전문 용어 및 은어
| 언어 | 용어 | 비고 |
|---|---|---|
| 한국어 | 아쯔모노 (Atsumono) | 일본어 유래. 극후물(두꺼운 원단) 봉제 작업을 지칭. |
| 한국어 | 도메 (Dome) | 바텍(Bartack) 또는 되박음질을 지칭하는 현장 은어. |
| 한국어 | 시아게 (Siage) | 봉제 완료 후 실밥 제거 및 최종 마무리 공정. |
| 한국어 | 해리 (Haeri) | 바인딩(Binding) 처리를 일컫는 현장 용어. |
| 한국어 | 조시 (Joshi) | 실의 장력 밸런스(Stitch Balance)를 의미하는 현장 용어. |
| 베트남어 | Túi đồ nghề | 툴백을 뜻하는 현지 통용어. |
| 베트남어 | May dằn | 보강 박음질(Topstitch/Reinforcement)을 의미. |
| 베트남어 | Chỉ đứt | 실 끊어짐 현상을 지칭. |
| 일본어 | 厚物縫い (Atsumono-nui) | 두꺼운 소재 봉제 기술. |
| 중국어 | 工具包 (Gongju bao) | 툴백의 표준 명칭. |
| 중국어 | 跳针 (Tiao zhen) | 메또비(Skip Stitch)의 중국 현지 용어. |
¶ 장비 세팅 가이드
- 장력 설정: #8~#20의 굵은 실을 사용하므로 일반 본봉기보다 2~3배 강한 장력 스프링 세팅이 필요하다. Towa 장력계(TM-2) 기준 윗실 350g 내외가 표준이다.
- 노루발 선택: 1680D 원단 겹침 부위 통과 시 원단 손상을 방지하기 위해 널링(Knurling) 처리가 된 금속 노루발 또는 특수 코팅 노루발을 사용한다.
- 이송 톱니(Feed Dog): 두꺼운 원단을 밀어내기 위해 톱니의 높이를 표준보다 0.2mm~0.5mm 높게 설정하고, 톱니의 경사도를 조정하여 원단 밀림을 방지한다.
- 바늘 끝 형태: 원단 조직을 뚫기 위해 일반적으로 DP×17 #23을 표준으로 하되, PVC 코팅이 강한 경우 약간의 절삭력이 있는 S-point 바늘을 고려할 수 있다.
- 가마(Hook) 세팅: 대형 가마(Large Hook)를 사용하여 굵은 실의 공급을 원활하게 하고, 가마와 바늘의 간극을 0.05mm로 극소화하여 고속 회전 시 실 걸림을 방지한다.
¶ 공정 흐름도 (Manufacturing Process)
¶ 관련 항목
- 상하송 미싱 (Walking Foot Machine): 노루발과 톱니가 동시에 움직여 두꺼운 원단 밀림을 방지하는 필수 장비.
- 데니어 (Denier): 원단의 굵기를 나타내는 단위로, 툴백에서는 주로 600D 이상의 고데니어 원단이 사용됨.
- 웨빙 (Webbing): 핸들이나 스트랩에 사용되는 고강도 나일론/폴리에스터 띠.
- 바인딩 (Binding): 원단의 거친 절단면을 테이프로 감싸 마무리하는 공정.
- 본디드 나일론 (Bonded Nylon): 고속 봉제 시 실의 풀림을 방지하기 위해 화학적으로 코팅된 고강도 실.
- HDPE (High-Density Polyethylene): 툴백의 형태 유지와 바닥 보강을 위해 사용되는 고밀도 플라스틱 판재.
¶ 소재별 봉제 특성 상세 (Material Specifics)
- 1680D Ballistic Nylon: - 특성: 매우 질기고 마찰에 강하나, 봉제 시 바늘 열 발생이 극심함. - 대응: 바늘 번수를 #23 이상으로 높이고, 바늘 구멍(Needle Eye)이 큰 특수 바늘을 사용하여 실과의 마찰을 줄임.
- PVC Coated Canvas: - 특성: 방수성이 좋으나 원단이 끈적거려 이송이 어려움. - 대응: 테프론(Teflon) 노루발을 사용하거나, 이송 톱니의 피치를 넓게 설정하여 원단 손상을 방지함.
- PE Board (보강재): - 특성: 바늘이 관통할 때 저항이 매우 크고 바늘이 쉽게 가열됨. - 대응: 바늘 끝을 다이아몬드 형태로 연마한 특수 바늘을 사용하거나, 봉제 라인에 미리 가이드 구멍을 뚫는 천공 작업을 병행하기도 함.
¶ 유지보수 및 기계 관리 (Maintenance)
- 가마 오일링(Hook Oiling): 굵은 실을 사용하는 툴백 공정에서는 가마의 마찰열이 일반 봉제보다 40% 이상 높다. 2시간마다 가마 전용 오일을 급유하거나 자동 급유 장치의 유량을 '중(Mid)' 이상으로 설정해야 한다.
- 톱니 마모 확인: 고데니어 원단은 이송 톱니을 빠르게 마모시킨다. 톱니 끝이 뭉툭해지면 이송력이 급격히 떨어져 땀수가 불규칙해지므로, 주 1회 톱니 상태를 점검하고 필요 시 교체한다.
- 침판(Needle Plate) 관리: 바늘이 부러지면서 침판 구멍에 상처를 내면 실 끊어짐의 원인이 된다. 고운 사포(1000방 이상)로 침판 구멍 주위를 수시로 연마하여 매끄러운 상태를 유지해야 한다.
¶ 하중 설계 및 봉제 역학 (Engineering Analysis)
툴백의 내구성은 단순히 굵은 실을 사용한다고 확보되지 않는다. 봉제 역학적으로 '스티치 밀도와 원단 강도의 상관관계'가 중요하다. 땀수가 너무 촘촘하면(12 SPI 이상) 바늘 구멍이 원단의 위사/경사를 과도하게 절단하여 오히려 '우표 점선'처럼 원단이 쉽게 찢어지는 현상이 발생한다. 반대로 땀수가 너무 넓으면(5 SPI 이하) 개별 스티치에 가해지는 하중이 커져 실이 먼저 끊어진다. 툴백의 최적 땀수는 7~8 SPI로 설계되며, 이는 원단 섬유의 손상을 최소화하면서 하중을 가장 균등하게 배분하는 수치이다.
또한, 핸들 부착 시 사용되는 X-Box Stitch는 사각형 테두리 봉제와 내부 대각선 봉제를 결합한 형태로, 수직 하중뿐만 아니라 가방이 흔들릴 때 발생하는 비틀림 응력(Torsional Stress)을 효과적으로 분산시킨다. 이때 대각선이 교차하는 중앙 지점은 바늘이 여러 번 관통하므로 실 엉킴이 발생하지 않도록 패턴 재봉기의 '실 쪼개기 방지' 기능을 활성화해야 한다.
¶ 글로벌 생산 기지별 특성 및 품질 관리
- 한국 (Korea): 소량 다품종 고사양 툴백 생산에 특화되어 있다. 숙련공의 직관에 의존한 미세 장력 조절 능력이 뛰어나며, 특수 주문 제작형 툴백 시장을 주도한다. 특히 '아쯔모노' 기종의 커스텀 튜닝 기술이 세계적이다.
- 베트남 (Vietnam): 글로벌 브랜드(Milwaukee, DeWalt 등)의 대량 생산 기지이다. ISO 9001 기반의 엄격한 공정 관리와 자동화 패턴기를 활용한 균일한 품질이 강점이다. 특히 'In-line Inspection' 시스템을 통해 봉제 공정 중 발생하는 불량을 실시간으로 차단한다.
- 중국 (China): 원부자재 공급망이 완벽하게 수직 계열화되어 있다. 사출 바닥재와 봉제 본체를 결합하는 하이브리드 공정 기술이 세계 최고 수준이며, 원가 경쟁력을 바탕으로 전 세계 보급형 툴백 시장의 70% 이상을 점유한다.
¶ 바늘 열 관리 및 냉각 기술 (Needle Heat Management)
고데니어 합성 섬유(Nylon/Polyester)를 고속으로 봉제할 때, 바늘과 원단 사이의 마찰열은 순간적으로 250°C~300°C까지 상승한다. 이는 실의 인장 강도를 저하시키거나 원단을 녹여 '바늘 구멍 고착' 현상을 유발한다. - 바늘 냉각 장치(Needle Cooler): 압축 공기를 바늘 끝에 직접 분사하여 온도를 낮춘다. - 실리콘 오일 탱크: 윗실이 통과하는 경로에 실리콘 오일을 도포하여 마찰 저항을 최소화한다. - 특수 코팅 바늘: 티타늄(Titanium) 또는 세라믹 코팅이 된 바늘을 사용하여 열 전도율을 낮추고 원단과의 마찰을 줄인다.
¶ 인체공학적 설계와 봉제의 조화 (Ergonomics)
전문가용 툴백은 하중이 작업자의 신체에 미치는 영향을 최소화해야 한다. - 요추 지지 패딩: 백팩형 툴백의 경우 등판에 에어 메쉬(Air Mesh)와 고밀도 스펀지를 결합하여 봉제한다. 이때 스펀지의 두께 때문에 일반 재봉기로는 봉제가 불가능하므로, 롱암(Long Arm) 상하송 미싱을 사용하여 넓은 작업 공간을 확보한다. - 어깨끈 곡선 설계: 직선형 스트랩보다 인체 곡선에 맞춘 'S'자형 스트랩이 하중 분산에 유리하다. 곡선 부위의 바인딩 처리는 숙련된 해리(Binding) 작업이 요구되며, 땀수가 벌어지지 않도록 이송 피치를 정밀하게 조절해야 한다.
¶ 환경 및 안전 규제 대응 (Compliance)
최근 글로벌 시장에서는 툴백의 소재에 대한 환경 규제가 강화되고 있다. - REACH/RoHS 준수: PVC 코팅 원단 사용 시 프탈레이트(Phthalate)계 가소제 사용이 제한된다. 봉제 공장에서는 원단 입고 시 성분 분석 성적서를 반드시 확인해야 한다. - PFAS-Free: 발수 가공(DWR) 시 과불화화합물을 배제하는 추세이며, 이는 원단의 마찰 계수를 변화시켜 봉제 시 장력 재설정을 요구할 수 있다.
¶ 기술적 제언 및 핵심 요약
툴백 제조의 핵심은 소재의 강도와 봉제 기법의 조화에 있다. 고데니어 원단과 고강력 본딩사를 사용하더라도, 재봉기의 이송 시스템(Unison Feed)이 정확하지 않거나 장력(Tension) 밸런스가 무너진다면 산업용 장비로서의 가치를 상실한다. 특히 하중이 집중되는 부위의 보강 봉제는 단순한 반복 박음질이 아닌, 응력 분산 설계에 기반한 정밀 공정이어야 한다. 현장 기술자는 원단의 특성에 맞는 바늘 끝 형태(Point Shape)와 적정 SPI를 상시 점검하여, 극한의 환경에서도 견딜 수 있는 신뢰성 높은 제품을 생산해야 한다.