¶ 개요
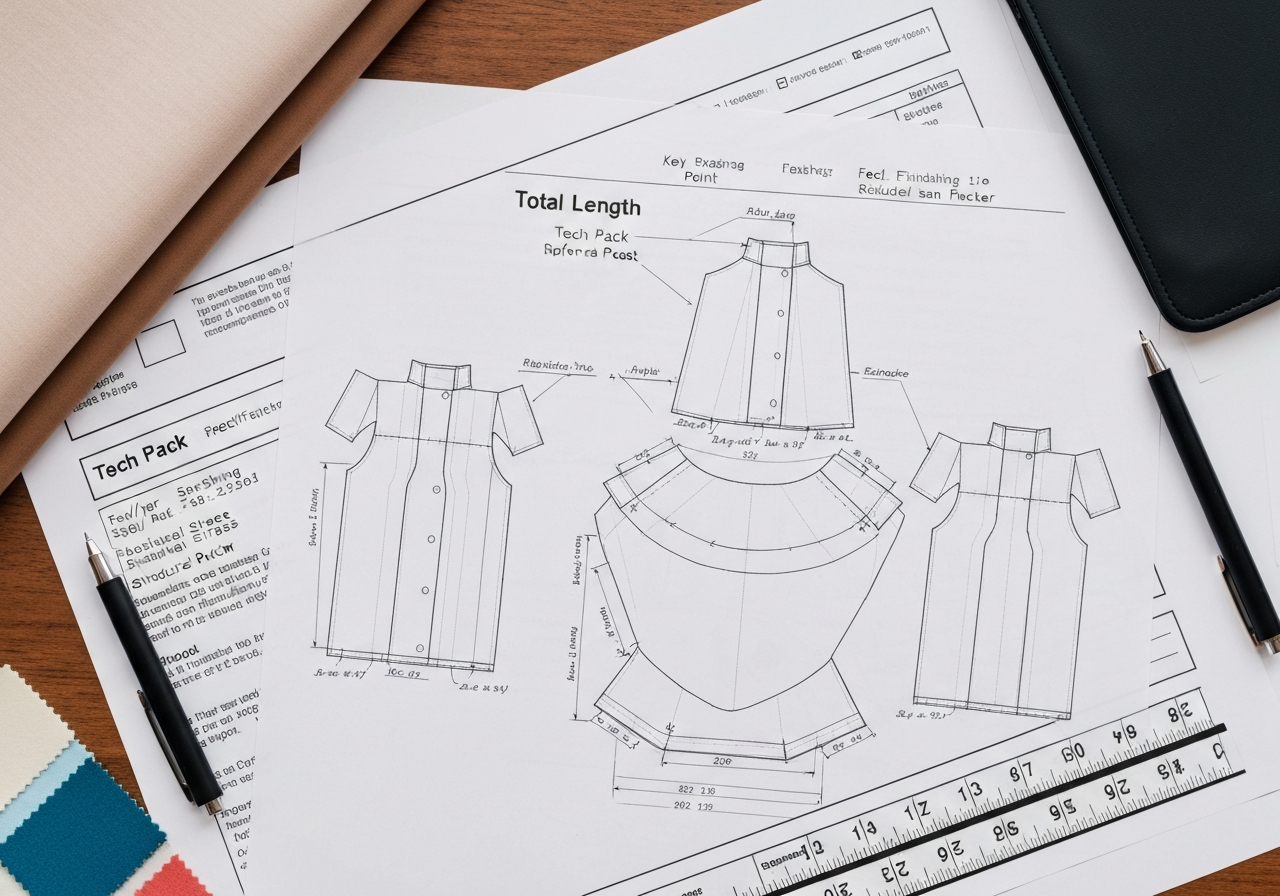
전체길이(Total Length)는 의류, 가방, 산업용 섬유 완제품의 최상단 기준점(Reference Point)으로부터 최하단 끝점까지의 수직 거리를 측정한 치수를 의미한다. 제조 공정 전반에서 제품의 실루엣과 사이즈 규격을 결정하는 가장 핵심적인 지표이며, 테크팩(Tech Pack)의 치수 명세서(Spec Sheet)에서 최우선 관리 항목으로 분류된다. 봉제 현장에서는 원단의 수축률, 재단 정밀도, 봉제 시의 이송(Feed) 속도, 최종 시아게(Finishing) 공정의 열처리에 따라 변동성이 크므로 엄격한 품질 관리가 요구된다.
물리적 메커니즘 관점에서 전체길이는 원단이 가진 '잔류 응력(Residual Stress)'과 봉제 시 발생하는 '구조적 수축(Structural Seam Pucker)'의 합산 결과물이다. 원단은 제직 및 가공 과정에서 장력이 가해진 상태로 롤(Roll)에 감기는데, 이를 재단하기 전 충분히 방축(Relaxing)하지 않으면 재단 후 원래의 길이로 돌아가려는 성질 때문에 설계치보다 짧아지는 현상이 발생한다. 또한, ISO 4915 규격에 따른 본봉(Lockstitch)이나 오바로크(Overlock) 공정에서 바늘이 원단을 통과하며 실이 얽히는 과정에서 미세한 수축이 누적되어 최종 기장에 영향을 미친다.
산업 현장에서 전체길이는 단순한 치수를 넘어 원가 관리와 직결된다. 예를 들어, 10,000장의 티셔츠 생산 시 전체길이가 설계보다 1cm 길게 제작된다면, 요척(Consumption) 계산 오류로 인해 수백 미터의 원단 손실이 발생할 수 있다. 반대로 짧을 경우 B급 판정으로 인한 전량 수정 또는 폐기 리스크가 존재한다. 따라서 숙련된 기술자는 원단의 물성(Woven vs Knit), 조직(Twill vs Plain), 혼용률(Cotton vs Polyester/Span)에 따라 봉제 장력과 이송 시스템을 사전에 조정하여 최종 완성 치수를 정밀하게 제어한다.
¶ 정의 및 측정 기준 (Point of Measurement)
전체길이는 단순히 길이를 재는 것이 아니라, 사전에 정의된 POM(Point of Measurement)에 근거하여 측정해야 한다. 측정 시 제품은 반드시 평평한 검사대 위에 수평으로 놓여야 하며, 원단에 인위적인 장력을 가해서는 안 된다.
- 의류 (Apparel):
- 상의/아우터: 일반적으로 HPS(High Point Shoulder, 옆목점)에서 밑단(Hem) 끝까지의 수직 길이를 측정한다. 디자인에 따라 뒷중심선(CB, Center Back)의 넥 라인부터 측정하기도 한다. 칼라(Collar)가 있는 경우 칼라 높이는 제외하는 것이 원칙이다.
- 하의: 허리 밴드 상단(Top of Waistband)부터 바지 부리(Leg Opening) 끝까지의 옆솔기(Outseam) 전체 길이를 측정한다. 인심(Inseam)과는 별개로 외관 실루엣을 결정하는 척도다.
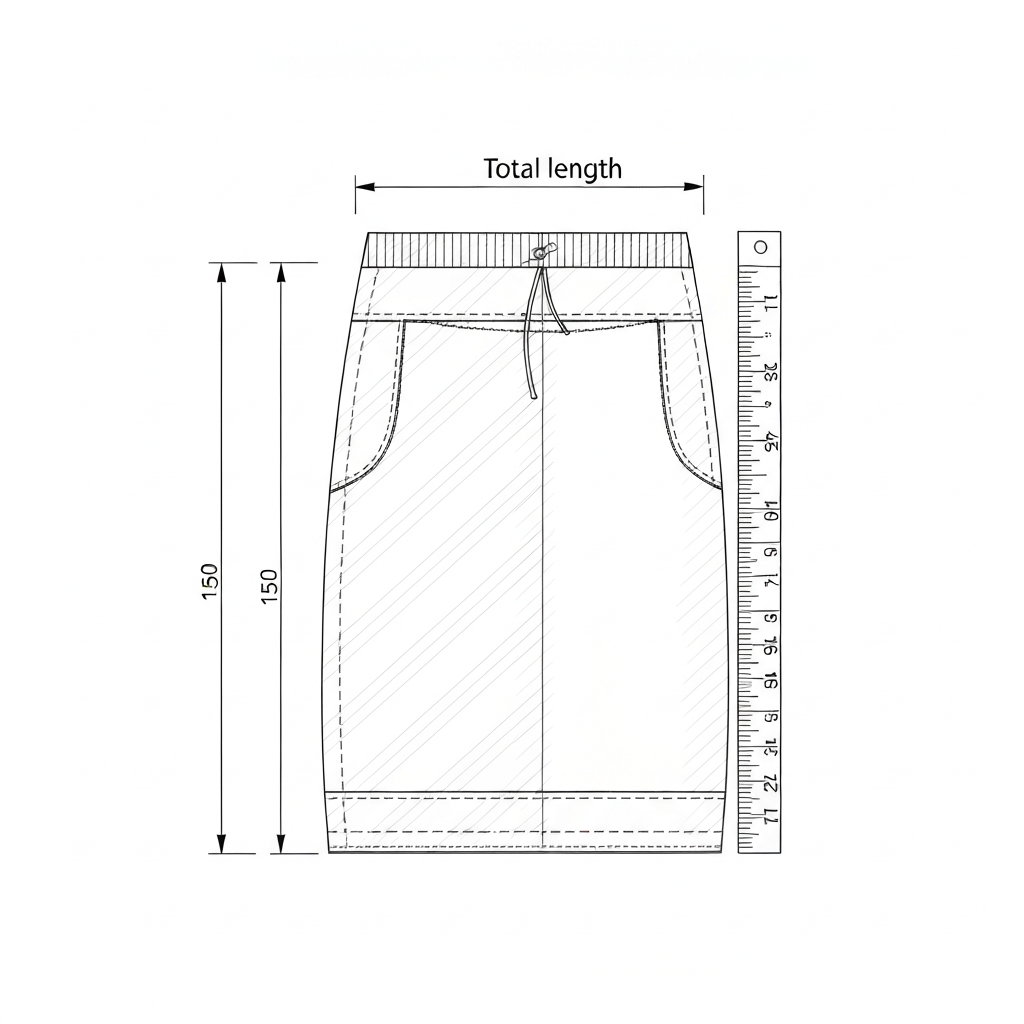
- 스커트: 허리 상단 중앙에서 밑단 끝까지의 수직 길이를 측정한다.
- 가방 및 잡화 (Bags & Accessories):
- 본체의 가장 높은 지점(핸들 제외)에서 바닥면까지의 높이를 의미한다. 스트랩의 경우 버클을 포함한 전체 펼친 길이를 Total Length로 정의한다.
- 산업용 자재:
- 자동차 시트 커버나 텐트 등 대형 품목의 경우, 설계 도면상의 기준 핀(Pin) 위치 사이의 직선 거리를 의미한다. 0.1mm 단위의 정밀도가 요구되기도 한다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 측정 단위 | cm (Centimeters) 또는 inch (1/8" 단위) | 바이어 요구 및 국가별 표준 준수 |
| ISO 스티치 분류 | ISO 301 (본봉), ISO 401 (체인), ISO 504 (오버록), ISO 602 (커버스티치) | 봉제선 수축 및 신축성 영향 고려 |
| 주요 장비 (Sewing) | Juki DDL-9000C, Brother S-7300A, Pegasus M952, Yamato VG 시리즈 | 자동 사절 및 디지털 피드 시스템 |
| 주요 장비 (Cutting) | Gerber Paragon, Lectra Vector, Bullmer, Kuris | 자동 재단 시스템(CAM) 및 진공 압착 |
| 바늘 시스템 | DB×1 (일반), DP×5 (중량물), KN/SF (니트용), NY (나일론용) | 원단 손상 및 기장 변형 방지 |
| 표준 SPI | 10 ~ 12 (데님/워크웨어), 12 ~ 14 (드레스 셔츠), 16~18 (고급 블라우스) | SPI가 높을수록 구조적 수축 위험 증가 |
| 허용 오차 (Tolerance) | 상의: +/- 0.5~0.8cm, 하의: +/- 1.0cm, 아우터: +/- 1.2cm | 아이템 및 원단 특성별 상이 |
| 수축률 관리 | 2% ~ 5% (Woven), 5% ~ 8% (Knit), 10% 이상 (High-Stretch) | 사전 세탁 테스트(Washing Test) 필수 |
| 실 장력 (Towa 기준) | 본봉 윗실: 120~150g, 밑실: 20~30g | 원단 두께 Nm 80/코아사 기준 |
| 프레싱 온도 | Cotton: 150~160°C, Poly: 120~130°C, Nylon: 110°C 이하 | 열수축 방지 및 치수 고정 한계 온도 |
| 측정 도구 | JIS 1급 금속 줄자, 디지털 캘리퍼스, 레이저 측정기 | 목재/플라스틱 줄자 사용 금지 |
¶ 적용 분야 및 상세 기술
¶ 4.1 의류 제조 (Garment Manufacturing)
- 그레이딩(Grading): 기본 사이즈(Base Size)를 기준으로 각 사이즈별 전체길이 편차(Grade Rule)를 적용한다. 보통 사이즈당 1.0cm ~ 2.0cm의 편차를 두며, 롱(Long) 버전이나 숏(Short) 버전 생산 시에는 별도의 패턴 보정이 필요하다.
- 드레이프성 제어: 전체길이가 긴 코트나 드레스의 경우, 원단의 무게로 인해 착용 시 길이가 늘어나는 '행잉(Hanging) 현상'을 계산에 넣어야 한다. 특히 바이어스(Bias) 재단된 제품은 자중에 의해 기장이 2~3cm 이상 늘어날 수 있으므로 재단 후 24시간 이상 걸어둔 뒤 밑단을 정리하는 '행잉 컷(Hanging Cut)' 공정이 필수적이다.
- 이세(Ease) 분량 조절: 소매산이나 등판의 전체길이 제어 시, 미세한 여유분을 주어 입체감을 살리는 기술이 적용된다.
¶ 4.2 가방 및 잡화
- 구조적 무결성: 백팩의 등판 길이는 착용자의 체형과 직결되므로, 내부 보강재(PE Board)의 길이와 전체길이의 일치 여부가 중요하다. 보강재가 전체길이보다 길면 봉제선이 터지고, 짧으면 외관이 무너진다.
- 스트랩 길이 제어: 숄더 스트랩의 전체길이는 하중 분산과 직결되며, 좌우 편차 발생 시 척추 불균형을 유발할 수 있어 엄격히 관리된다.
¶ 4.3 산업용 섬유 및 특수복
- 프레임 정합성: 필터나 커버류는 장착되는 금속 프레임의 규격과 일치해야 하므로, 봉제 후 열고정(Heat Setting)을 통해 전체길이를 고정한다.
- 방화복 및 작업복: 신체 보호를 위해 무릎이나 팔꿈치 위치가 정확해야 하므로 전체길이 대비 관절 위치(Point of Articulation)의 비율을 엄격히 준수한다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 기장 부족 (Short Length)
- 원인: 원단 방축(Relaxing) 미흡, 재단 시 원단 당김, 시아게 공정의 과도한 스팀 수축, 패턴 설계 시 수축분 미반영.
- 해결: 재단 전 최소 24시간 원단 롤을 풀어 방축하고, 스팀 다림질 후 냉각 흡입(Vacuum)을 통해 치수를 고정한다. 특히 스판(Spandex) 함유 원단은 재단 시 진공 압력을 낮추어 원단이 눌리면서 늘어나는 것을 방지해야 한다.
- 좌우 기장 차이 (High-Low Hem / Uneven Length)
- 원인: 봉제 시 상하판 이송 불균형(Differential Feed 문제), 작업자의 원단 당김 차이, 재단 시 좌우 비대칭.
- 해결: 니들 피드(Needle Feed) 기계를 사용하거나, 노루발 압력을 최적화하여 상하판 밀림을 방지한다. 차동 이송 기능이 있는 오바로크 기계(예: Pegasus M900 시리즈)의 경우, 차동비를 0.8~1.0 사이로 조절하여 하판이 밀려나가는 것을 억제한다.
- 봉제선 수축 (Seam Puckering)
- 원인: 실 장력(Tension) 과다, 바늘 두께 부적합, 너무 높은 SPI 설정, 실과 원단의 수축률 차이.
- 해결: 실 장력을 낮추고, 원단 두께에 맞는 가는 바늘(Nm 70~80)을 사용하며 SPI를 조정한다. 코아사(Core Spun Yarn)를 사용하여 실 자체의 수축률을 낮추는 것도 효과적이다.
- HPS 설정 오류 (Measurement Error)
- 원인: 테크팩의 측정 기준점과 현장 검사자의 측정 지점 불일치, 측정 시 원단을 당기는 습관.
- 해결: POM 가이드라인을 시각화하여 현장에 배포하고, 마스터 샘플(Master Sample)과 대조 검사를 실시한다. 측정 시 줄자를 원단 위에 가볍게 놓는 방식을 교육한다.
- 세탁 후 변형 (After Wash Distortion)
- 원인: 원단 자체의 잔류 응력 및 수축률 계산 착오, 뒤틀림(Torque) 현상.
- 해결: 대량 생산 전 벌크 원단으로 세탁 테스트(Shrinkage Test)를 실시하여 패턴에 수축분(Allowance)을 반영한다. (예: 수축률 5% 시 패턴 길이를 5% 키워서 재단)
¶ 품질 검사 및 관리 기준 (QC)
- 평면 측정 (Flat Measurement): 검사대(Inspection Table) 위에 제품을 자연스럽게 펼치고, 원단을 당기지 않은 상태에서 금속 줄자(Steel Tape)를 사용하여 측정한다. 목재 줄자는 습도에 따라 변형되므로 금지한다.
- AQL (Acceptable Quality Level): 전체길이는 제품의 외관과 사이즈에 직접적인 영향을 미치는 'Major Defect' 항목으로 분류하며, 통상 AQL 2.5 또는 바이어에 따라 1.0을 적용한다.
- 대칭 검사: 하의의 경우 좌우 옆솔기를 맞대어 편차를 확인하며, 상의는 앞판과 뒷판의 옆솔기 길이를 대조한다.
- 템플릿 검사 (Template Check): 대량 생산 시 아크릴이나 종이로 제작된 템플릿을 제품 위에 올려 치수 합격 여부를 신속하게 판정한다. 이는 특히 포켓 위치나 밑단 곡선 기장 확인에 유용하다.
- 환경 관리: 검사실의 온도는 20±2°C, 습도는 65±5%를 유지하여 원단의 흡습에 의한 길이 변화를 최소화한다.
¶ 현장 용어 및 은어 (Slang & Terminology)
| 언어 | 용어 | 현장 활용 및 의미 |
|---|---|---|
| 한국어 (KR) | 기장 | 현장에서 가장 흔히 쓰이는 용어 (예: "기장이 짧다") |
| 한국어 (KR) | 총장 | 전체길이의 줄임말, 작업지시서 표준 용어 |
| 한국어 (KR) | 이세 (Ease) | 원단을 밀어 넣어 봉제하여 입체감을 주거나 수축을 방지하는 기술 |
| 일본어 (JP) | 総丈 (Souchou) | 스커트, 바지 등 하의의 전체길이를 지칭 |
| 일본어 (JP) | 着丈 (Kitake) | 주로 상의(셔츠, 자켓)의 옷길이를 지칭 |
| 일본어 (JP) | 시아게 (仕上げ) | 최종 다림질 및 마감 공정, 기장 고정의 핵심 단계 |
| 일본어 (JP) | 다이마루 (台丸) | 환편 니트 원단 총칭, 기장 변동성이 가장 큰 소재군 |
| 베트남어 (VN) | Chiều dài tổng | 베트남 공장 생산 관리 및 검사 시 표준 용어 |
| 베트남어 (VN) | Hàng bù | 부족한 기장을 보충하기 위한 추가 생산분 (미검증) |
| 중국어 (CN) | 总长 (Zongchang) | 중국 생산 현장의 표준 치수 용어 |
| 중국어 (CN) | 衣长 (Yichang) | 상의의 길이를 특정하여 부르는 용어 |
| 중국어 (CN) | 裤长 (Kuchang) | 바지의 길이를 특정하여 부르는 용어 |
¶ 장비 세팅 및 공정 가이드
- 이송 시스템 (Feed System): 긴 구간의 전체길이를 봉제할 때는 하부 피드(Drop Feed)만으로는 어긋남이 발생하기 쉽다. 따라서 니들 피드(Needle Feed) 또는 차동 이송(Differential Feed) 기능을 활용하여 원단이 밀려나가지 않도록 세팅한다. Juki DDL-9000C와 같은 디지털 피드 모델은 이송 궤적을 타원형 또는 사각형으로 조절하여 기장 밀림을 극소화할 수 있다.
- 노루발 압력 (Presser Foot Pressure): 얇은 원단(Chiffon, Silk)은 압력을 최소화(약 1.5~2.0kgf)하여 원단이 늘어나는 것을 방지하고, 두꺼운 원단(Denim, Canvas)은 압력을 높여(약 4.0~5.0kgf) 정확한 이송을 보장한다.
- SPI 최적화: ISO 301 스티치 사용 시, SPI가 너무 높으면 봉제선이 오그라들어 전체길이가 설계보다 짧아질 수 있다. 원단 특성에 맞는 표준 SPI를 반드시 준수한다.
- 자동 재단기(CAM) 설정: 재단 시 나이프의 열로 인해 원단 끝단이 녹거나 수축하지 않도록 나이프 속도와 진공 압력을 조절한다. 특히 합성 섬유는 나이프 쿨링 시스템(Knife Cooling)을 가동해야 기장 오차를 줄일 수 있다.
¶ 국가별 실무 차이 및 노하우
¶ 9.1 한국 공장 (고부가가치, 소량 다품종)
한국 내수 공장에서는 '기장'에 대한 감성적 품질을 매우 중시한다. 특히 여성복의 경우 0.5cm의 기장 차이로도 실루엣이 변한다고 판단하여, 봉제 후 '중간 다림질(In-process Pressing)'을 통해 기장을 수시로 체크한다. 숙련된 작업자는 손끝의 감각으로 원단을 살짝 밀어 넣으며 봉제하는 '이세(Ease)' 기법을 사용하여 세탁 후 수축을 미리 방지하는 고난도 기술을 구사한다.
¶ 9.2 베트남 공장 (대량 생산, 라인 시스템)
베트남의 대형 수출 공장에서는 'In-line Inspection' 시스템이 핵심이다. 라인 중간에 'Measurement Assistant'를 배치하여, 합봉(Joining) 공정이 끝난 직후 즉시 전체길이를 측정한다. 만약 3장 연속 오차 범위(Tolerance)를 벗어나면 즉시 라인을 멈추고 재봉기의 피드 타이밍(Feed Timing)을 재설정한다. 베트남 현지에서는 "Dài tổng"이라는 용어와 함께 "Tolerance +/-" 관리를 엄격하게 시행한다.
¶ 9.3 중국 공장 (자동화, 템플릿 생산)
중국 공장은 최근 자동 템플릿 재봉기(Automatic Template Sewing Machine) 도입을 통해 전체길이의 표준화를 꾀하고 있다. 사람이 직접 원단을 잡고 봉제하는 대신, 아크릴 템플릿에 원단을 고정하고 기계가 정해진 궤적을 따라 봉제하므로 작업자의 숙련도와 상관없이 일정한 전체길이를 유지한다. 중국 현장에서는 "衣长(Yichang)" 관리를 위해 재단물 번호(Bundle Number)별로 수축률을 차등 적용하는 정밀함을 보이기도 한다.
¶ 실전 트러블슈팅 심화 가이드
Q: 시아게(다림질)만 하면 기장이 1.5cm씩 짧아집니다. 어떻게 해야 합니까? * 진단: 이는 원단의 '열수축' 문제입니다. 특히 폴리에스터나 나일론 혼방 원단에서 자주 발생합니다. * 해결 순서: 1. 스팀 온도를 10°C 낮추십시오. (보통 140°C 이하 권장) 2. 다림질 직후 반드시 '진공 흡입(Vacuum)'을 3~5초간 가동하여 원단을 급속 냉각시키십시오. 열기가 남아있는 상태에서 제품을 겹쳐 쌓으면 잔열에 의해 계속 수축합니다. 3. 패턴 제작 시 '시아게 수축분'을 별도로 계산하여 추가하십시오.
Q: 니트(Knit) 원단인데 봉제 후 기장이 오히려 늘어납니다. * 진단: '이송 장력(Feed Tension)' 과다 및 노루발 압력 과다로 인한 원단 늘어남 현상입니다. * 해결 순서: 1. 재봉기의 차동 이송(Differential Feed) 레버를 'Gathering' 방향(숫자를 높임)으로 조절하십시오. 하판 이송 톱니가 원단을 더 많이 밀어 넣어주어 늘어남을 상쇄합니다. 2. 노루발 압력을 원단이 밀리지 않을 정도의 최솟값으로 낮추십시오. 3. 실 장력을 최대한 풀고, 신축성이 좋은 '벌키사(Texture Nylon Yarn)'를 밑실로 사용하십시오.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목 (Related Terms)
- HPS (High Point Shoulder): 상의 측정의 절대 기준점. 옆목점이라고도 불리며, 어깨선과 넥라인이 만나는 지점이다.
- Inseam (안솔기): 하의 가랑이부터 밑단까지의 길이로, 전체길이와 함께 하의 핏을 결정함.
- Tolerance (허용 오차): 설계치와 실제치 사이의 허용 가능한 기술적 범위. 보통 Woven은 +/- 0.5cm, Knit는 +/- 1.0cm를 기준으로 한다.
- Shrinkage (수축률): 가공 및 세탁 후 치수 변화율. 원단 발주 전 반드시 확인해야 하는 데이터이다.
- POM (Point of Measurement): 치수 측정 지점을 정의한 가이드라인. 바이어별로 측정 방식이 다르므로 생산 전 반드시 확인해야 한다.
- Relaxation (방축): 재단 전 원단의 장력을 제거하는 과정. 고품질 제품 생산의 필수 공정이다.
- Consumption (요척): 제품 한 장을 만드는 데 필요한 원단의 양. 전체길이와 직접적으로 연동된다.
¶ 디지털 전환과 전체길이 관리 (Digital Transformation)
최근 스마트 팩토리에서는 3D 가상 샘플링(CLO3D, Browzwear)을 통해 봉제 전 전체길이를 예측한다. 원단의 물리적 특성(무게, 굽힘 강도, 전단 강도)을 디지털화하여 입력하면, 가상 아바타에 착장시켰을 때의 '행잉 현상'을 미리 계산할 수 있다. 이는 샘플 제작 횟수를 줄이고 전체길이 오차로 인한 불량률을 획기적으로 낮추는 데 기여하고 있다. 또한, 생산 현장에서는 블루투스 연동 디지털 줄자를 사용하여 측정 데이터를 실시간으로 ERP 시스템에 전송, 통계적 공정 관리(SPC)를 구현하고 있다.