¶ 개요 (Introduction)
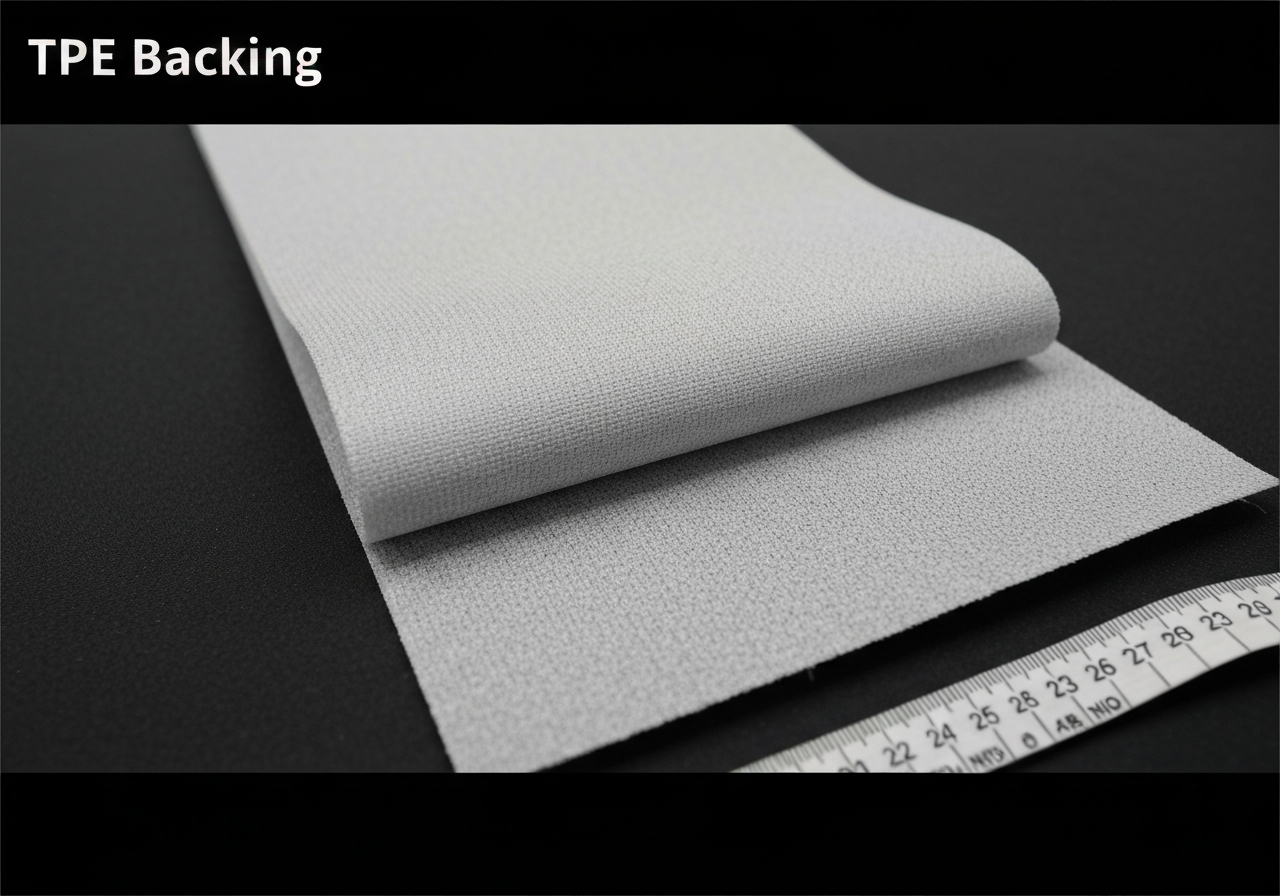
TPE 백킹(TPE Backing)은 폴리에스터(Polyester) 또는 나일론(Nylon) 기포지(Base Fabric)의 배면에 열가소성 엘라스토머(Thermoplastic Elastomer) 수지를 라미네이팅(Laminating)하거나 코팅(Coating)하여 물리적 성질을 강화하는 고성능 후가공 공법입니다.
과거 가방 및 산업용 자재의 표준이었던 PVC(Polyvinyl Chloride) 백킹은 제조 과정에서 프탈레이트(Phthalates)계 가소제 사용으로 인한 환경 호르몬 유출, 소각 시 다이옥신 발생, 재활용 불가 등의 치명적인 단점이 있었습니다. TPE는 이러한 PVC의 환경적 결함을 극복하기 위해 도입된 친환경 솔루션입니다. TPE는 분자 구조상 하드 세그먼트(Hard Segment, 플라스틱의 가공성)와 소프트 세그먼트(Soft Segment, 고무의 탄성)가 결합된 블록 공중합체로, 별도의 가소제 없이도 저온 유연성을 유지하며 인체에 무해합니다.
물리적 메커니즘 측면에서 TPE 백킹은 용융된 수지가 기포지의 섬유 조직 사이로 침투하여 형성되는 '앵커 효과(Anchor Effect)'를 통해 강력한 결합력을 발휘합니다. 이는 원단의 인장 강도(Tensile Strength), 인열 강도(Tear Strength) 및 형태 안정성(Shape Retention)을 비약적으로 향상시키며, 완전한 방수 성능을 부여합니다.
¶ 기술 사양 및 표준 (Technical Specifications)
| 항목 | 상세 사양 | 관련 표준 및 비고 |
|---|---|---|
| 재질 구성 | TPE(SEBS, TPO, TPV 등) + 기포지 | REACH, RoHS, OEKO-TEX 대응 |
| 가공 방식 | T-Die 압출 코팅(Extrusion) / 필름 라미네이팅 | 접착제 사용 여부에 따라 박리 강도 차이 발생 |
| ISO 4915 스티치 | Class 301 (본봉), Class 401 (체인 스티치) | 주로 301 본봉(Lockstitch) 사용 |
| 권장 재봉기 | 상하송(Walking Foot) 또는 침송(Needle Feed) | Juki LU-2810, Brother S-7250A, DA 867 |
| 바늘 시스템 | DP×17 (중량물), DB×1 (경량물) | Groz-Beckert SAN 5.2 또는 SD 포인트 권장 |
| 표준 땀수 (SPI) | 6 ~ 10 SPI (2.5mm ~ 4.0mm) | 12 SPI 이상 시 원단 절단(Perforation) 위험 |
| 박리 강도 | 15N/50mm ~ 30N/50mm | ISO 2411 (인장 시험기 측정) |
| 내수압 | 5,000mmH2O ~ 20,000mmH2O | ISO 811 (수두압 시험) |
| 내한성 | -30°C ~ -50°C (Cold Crack Test) | ASTM D2137 (PVC 대비 월등) |
| 재봉 속도 | 1,800 ~ 2,200 spm | 고속 재봉 시 바늘 열에 의한 수지 용융 주의 |
| 밑실 장력 | 25g ~ 35g (Towa Gauge 기준) | 원단 두께 및 실 번수에 따라 미세 조정 |
| 인장 강도 | 기포지 사양에 따라 1,000N 이상 | ISO 1421 |
¶ 주요 적용 분야 (Applications)
TPE 백킹은 내구성과 방수성이 동시에 요구되는 산업 전반에 걸쳐 핵심 자재로 활용됩니다.
- 가방 및 잡화 (Bags & Luggage)
- 백팩 바닥면(Bottom Panel): 1680D 발리스틱 나일론에 TPE 백킹을 적용하여 지면 마찰에 대한 내마모성을 극대화합니다. (SPI 6-8, 20번 합사 권장)
- 전술용 베스트(Tactical Gear): MOLLE 시스템 웨빙 부착 시 원단 늘어남을 방지하기 위해 고경도 TPE 백킹을 처리하여 형태를 유지합니다.
- 의료용 및 위생 자재 (Medical & Hygiene)
- 병원용 매트리스 커버: 혈액 및 오염물질 침투 방지를 위해 필수적이며, 피부 저자극(Cytotoxicity Test) 등급의 TPE를 사용합니다.
- 환자 이송용 시트: 높은 인장 강도가 요구되며, 고주파 용착을 통해 봉제선 없는 구조를 구현합니다.
- 아웃도어 및 캠핑 (Outdoor & Camping)
- 그라운드 시트(Ground Sheet): 지면 습기 차단 및 펑크 방지. (SPI 8-10, 30번 코아사 권장)
- 드라이백(Dry Bag): 롤탑(Roll-top) 부위의 반복적인 굴곡에도 코팅이 박리되지 않는 유연성이 핵심입니다.
- 자동차 내장재 (Automotive Interiors)
- 트렁크 매트 및 카시트 배면: 저온 환경 내구성이 필수적이며, VOC(휘발성 유기 화합물) 배출이 적은 자동차 전용 등급이 사용됩니다.
- 산업용 보호 커버 (Industrial Covers)
- 기계 보호 커버, 건설 현장용 방수포 등 가혹한 외부 환경 노출 부위.
¶ 결함 유형 및 해결 방안 (Troubleshooting)
- 박리 현상 (Delamination)
- 원인: 가공 시 롤러 온도 부족, 원단 표면의 과도한 발수(DWR) 처리로 인한 접착 계면 활성 저하.
- 해결: 라미네이팅 온도를 재설정(보통 160~180°C)하고, 원단 전처리(Corona 처리 또는 프라이머 도포)를 통해 표면 장력을 높임.
- 바늘 오염 및 열 고착 (Needle Gumming)
- 원인: 고속 재봉 시 바늘 마찰열(최대 200°C 이상)로 TPE 수지가 녹아 바늘 홈(Scarf)에 달라붙어 실 끊어짐 및 땀뜀 유발.
- 해결: 테플론(Teflon) 코팅 바늘 사용, 실리콘 오일 냉각 장치(Needle Cooler) 설치, 재봉 속도를 2,000 spm 이하로 하향 조정.
- 블로킹 (Blocking)
- 원인: 고온 다습한 환경에서 TPE 면끼리 서로 달라붙어 원단 전개가 불가능해짐.
- 해결: 수지 배합 시 안티-블로킹제(Anti-blocking agent) 증량, 보관 시 층간 간지(Interleaving paper) 사용 및 롤 세워 보관.
- 봉제선 누수 (Seam Leakage)
- 원인: 바늘 구멍을 통한 모세관 현상. TPE는 탄성이 있어 바늘이 빠진 후 구멍이 수축되지만 완전 방수는 불가.
- 해결: 심실링 테이프(Seam Sealing Tape) 부착. TPE 전용 핫멜트 테이프(TPE/TPU 하이브리드 계열) 선정이 필수적임.
- 이송 불량 및 퍼커링 (Puckering)
- 원인: TPE 표면의 높은 마찰계수로 인해 노루발 아래에서 원단이 밀리거나 톱니에 의해 긁힘 발생.
- 해결: 테플론 노루발 또는 롤러 노루발 사용. 상하송(Walking Foot) 기계를 사용하여 상/하 원단을 강제 동기 이송.
- 백화 현상 (Whitening/Stress Cracking)
- 원인: 과도한 굴곡이나 인장 시 TPE 층 내부의 미세 균열 발생.
- 해결: 수지의 유연성 등급(Shore A 경도 조절)을 높이거나 가소제 대체 성분 배합 최적화.
- 실 끊어짐 (Thread Breakage)
- 원인: TPE의 점성으로 인해 실 통과 저항 증가.
- 해결: 바늘 사이즈를 한 단계 증경(예: Nm 100 → Nm 110), 본디드 나일론(Bonded Nylon)사 사용하여 마찰 저항 감소.
¶ 품질 검사 기준 (QC Standard)
- 박리 강도 테스트 (ISO 2411): 인장 시험기를 사용하여 기포지와 TPE 층의 분리 저항력을 측정. (최소 15N/50mm 이상, 프리미엄급 25N 이상)
- 내수압 테스트 (ISO 811): 수두압 시험기를 통해 방수 성능 검증. 봉제 부위는 심실링 후 별도 측정하여 누수 여부 확인.
- 가속 노화 시험 (Aging Test): 70°C 온도에서 7일간 방치 후 황변(Yellowing), 끈적임(Tackiness), 경화 여부 확인.
- 굴곡 시험 (Flex Resistance / ISO 7854): 20,000회 이상의 반복 굴곡 후 코팅층 균열 및 박리 여부 육안 검사.
- 마찰 견뢰도 (ISO 105-X12): 건식 및 습식 상태에서 TPE 층의 색상이 다른 원단으로 이염되는지 확인.
- 유해물질 검사: REACH(SVHC), RoHS, 프탈레이트 6P/7P, 총 납(Total Lead) 함유량 성적서 확인 필수.
¶ 현장 은어 및 국가별 실무 차이
| 구분 | 용어 | 설명 및 실무 특징 |
|---|---|---|
| 한국 (KR) | TPE 라미 | TPE 라미네이팅의 줄임말. 현장에서 "라미 원단"으로 통칭. |
| 한국 (KR) | 고무 백킹 | TPE의 질감이 고무와 유사하여 현장 작업자들이 부르는 명칭. |
| 일본 (JP) | 裏貼り (Ura-bari) | 원단 뒷면에 보강재를 붙였다는 뜻. 품질 기준이 매우 까다로움. |
| 일본 (JP) | エコラミ (Eco-lami) | 친환경(Eco) 라미네이팅의 약칭. PVC 대체품임을 강조. |
| 베트남 (VN) | Bồi TPE | 'Bồi'는 덧대다/합치다라는 뜻. 대형 공장에서는 대만제 압출기를 직접 운용. |
| 중국 (CN) | 贴胶 (Tiējiāo) | 고무나 수지를 붙이는 공정. 푸젠성(Quanzhou) 가방 클러스터의 주력 공법. |
국가별 실무 차이: * 한국: 소량 다품종 생산 위주로 필름 라미네이팅 방식을 선호하며, 고난도 심실링 처리에 강점이 있음. * 베트남: 글로벌 브랜드의 대량 오더가 집중되어 T-Die 압출 방식을 통한 원가 절감과 대규모 라인 생산에 최적화됨. * 중국: 원단 생산부터 백킹까지 수직 계열화되어 가격 경쟁력이 높으나, 환경 규제(VOCs) 대응 수준 편차가 큼.
¶ 장비 세팅 및 기술 가이드 (Technical Setting)
- 재봉기 선택 (Machine Selection):
- Juki LU-2810 / LU-1508: 중량물용 상하송 본봉 재봉기의 표준. TPE의 밀림 현상을 방지하기 위해 톱니와 노루발이 동기화됨.
- Brother S-7250A: 전자 톱니 이송(DigiFlex Feed) 기능으로 얇은 TPE 백킹 원단의 퍼커링 방지에 유리.
- Durkopp Adler 867: 프리미엄급 세팅. 두꺼운 TPE 층 관통 시 바늘 흔들림이 적어 땀 모양이 일정함.
- 바늘(Needle) 상세:
- Groz-Beckert SAN 5.2: 기술적으로 강화된 바늘로, TPE와 같은 고부하 자재 재봉 시 바늘 휨과 열 발생을 최소화하도록 설계됨.
- 포인트 형태: 일반 R(Round) 포인트보다 코팅층의 깔끔한 절개를 위해 SD(Slim Diamond) 포인트를 사용하면 땀 모양이 더욱 정교해짐.
- 실(Thread) 및 장력:
- 본디드 나일론(Bonded Nylon): 실 표면 코팅으로 TPE 층 통과 시 마찰열에 강함.
- Towa 장력계 활용: 밑실 장력을 25-30g으로 낮게 설정하여 원단 우는 현상을 방지하고, 윗실 장력은 150-180g 수준에서 균형을 맞춤.
- 땀수 및 속도:
- SPI(Stitches Per Inch): 1인치당 8땀(약 3.2mm)이 가장 안정적임. 12땀 이상으로 조밀해지면 TPE 층이 절취선처럼 찢어지는 'Postage Stamp Effect'가 발생함.
¶ 공정 흐름도 (Process Flowchart)
¶ 소재 비교 분석 (TPE vs PVC vs TPU)
| 특성 | TPE (Thermoplastic Elastomer) | PVC (Polyvinyl Chloride) | TPU (Thermoplastic Polyurethane) |
|---|---|---|---|
| 친환경성 | 우수 (재활용 가능, 무독성) | 낮음 (프탈레이트, 다이옥신) | 우수 (친환경적) |
| 내한성 | 매우 우수 (-40°C 이하) | 낮음 (겨울철 경화 및 깨짐) | 우수 (-30°C) |
| 내마모성 | 보통 | 보통 | 매우 우수 (최상급) |
| 가격 | 중간 | 낮음 (가장 저렴) | 높음 |
| 가공성 | 우수 (고주파 용착 가능) | 우수 | 보통 (고온 가공 필요) |
| 촉감 | 부드럽고 고무 같음 | 딱딱하거나 끈적임 | 매끄럽고 탄탄함 |
¶ 실전 현장 노하우 (Expert Tips)
- 이송 불량 시: 노루발 압력을 평소보다 10-20% 낮추고, 톱니의 높이를 0.8mm 정도로 낮게 세팅하면 TPE 표면의 긁힘(Scratch)을 방지할 수 있습니다.
- 바늘 열 문제: 공장 내 에어 컴프레셔 라인을 연결하여 바늘 끝에 지속적으로 공기를 쏴주는 'Needle Cooler'를 장착하는 것이 가장 확실한 해결책입니다.
- 원단 보관: TPE 백킹 원단은 롤 상태로 세워서 보관하는 것이 원칙입니다. 눕혀서 적재할 경우 하중에 의해 TPE 층끼리 눌러붙는 'Pressure Blocking'이 발생할 수 있습니다.
- 심실링 팁: TPE는 열에 민감하므로 심실링 기계의 온도를 TPU(보통 400-450°C)보다 약간 낮은 350-380°C에서 시작하여 최적점을 찾아야 합니다. 온도가 너무 높으면 TPE 층이 녹아내려 기포지가 노출됩니다.
¶ 관련 항목 (Related Items)
- PVC 백킹: TPE의 이전 세대 자재. 저렴하지만 환경 규제에 취약함.
- TPU 라미네이팅: TPE보다 내마모성과 인장 강도가 우수하나 가격이 높음.
- 심실링(Seam Sealing): 봉제선 방수를 위한 필수 후속 공정.
- 상하송 재봉기(Walking Foot): TPE와 같은 고마찰 원단 봉제의 표준 장비.
- 고주파 용착 (High-frequency Welding): 봉제 없이 TPE 층을 녹여 붙이는 기술.
- ISO 4915: 스티치 분류 국제 표준.
- REACH / RoHS: 유럽 연합의 유해물질 제한 지침.