
삼각링 (Triangle Ring / vòng tam giác / 三角カン)
¶ 개요
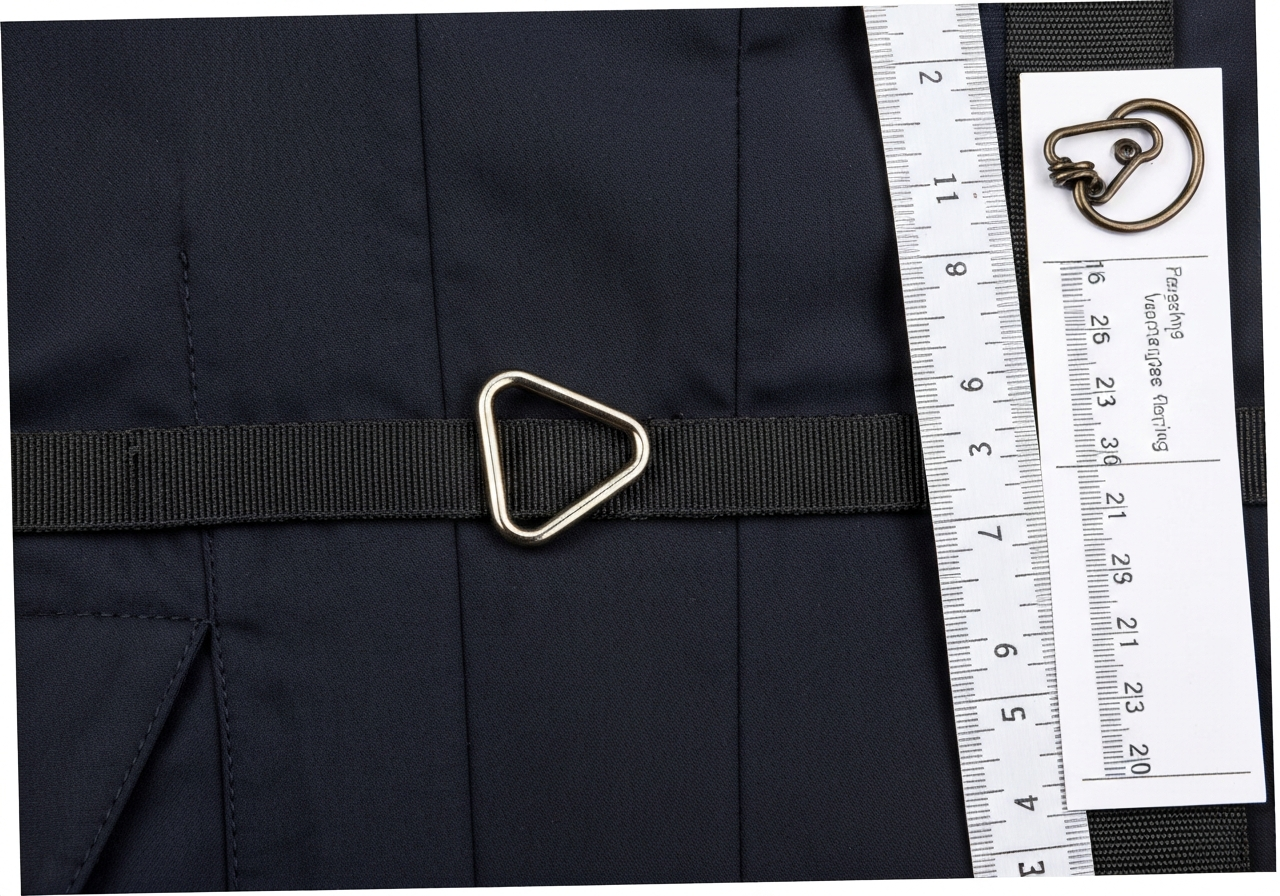
삼각링(Triangle Ring)은 가방, 의류, 전술 장비 및 산업용 안전 용품에서 스트랩(Webbing)을 본체에 연결하거나 하중을 특정 지점으로 집중시켜 분산하는 메커니즘을 제공하는 삼각형 형태의 연결 부자재이다. 사각링(Square Ring)이 스트랩의 평행 상태를 유지하는 데 특화되어 있다면, 삼각링은 스트랩이 한 꼭짓점으로 모이게 하여 인장력의 방향을 안정적으로 제어하는 역할을 수행한다. 봉제 현장에서는 주로 중후물용 본봉기나 컴퓨터 바택기를 사용하여 웨빙과 함께 고정된다.
삼각형의 기하학적 구조는 인장력이 가해질 때 힘의 벡터(Vector)를 정점으로 수렴시키는 물리적 특성을 가진다. 이는 가방의 어깨끈이나 하네스와 같이 하중이 한 방향으로 강하게 작용해야 하는 부위에서 필수적인 요소이다. D링(D-Ring)이 스트랩의 회전 반경을 넓게 허용하여 유연성을 제공한다면, 삼각링은 스트랩의 위치를 특정 지점에 고정(Centering)하여 제품의 전체적인 밸런스와 실루엣을 유지하는 데 최적화되어 있다. 특히 고하중이 걸리는 전술용 배낭이나 낙하산 하네스 등에서는 스트랩의 유동을 최소화하여 연결 부위의 피로 파괴(Fatigue Failure)를 방지하는 핵심 부자재로 취급된다. 산업 현장에서는 단순한 연결 고리를 넘어, 인체공학적 설계의 정밀도를 결정짓는 '앵커 포인트(Anchor Point)'로서의 가치를 지닌다.
¶ 정의 및 메커니즘
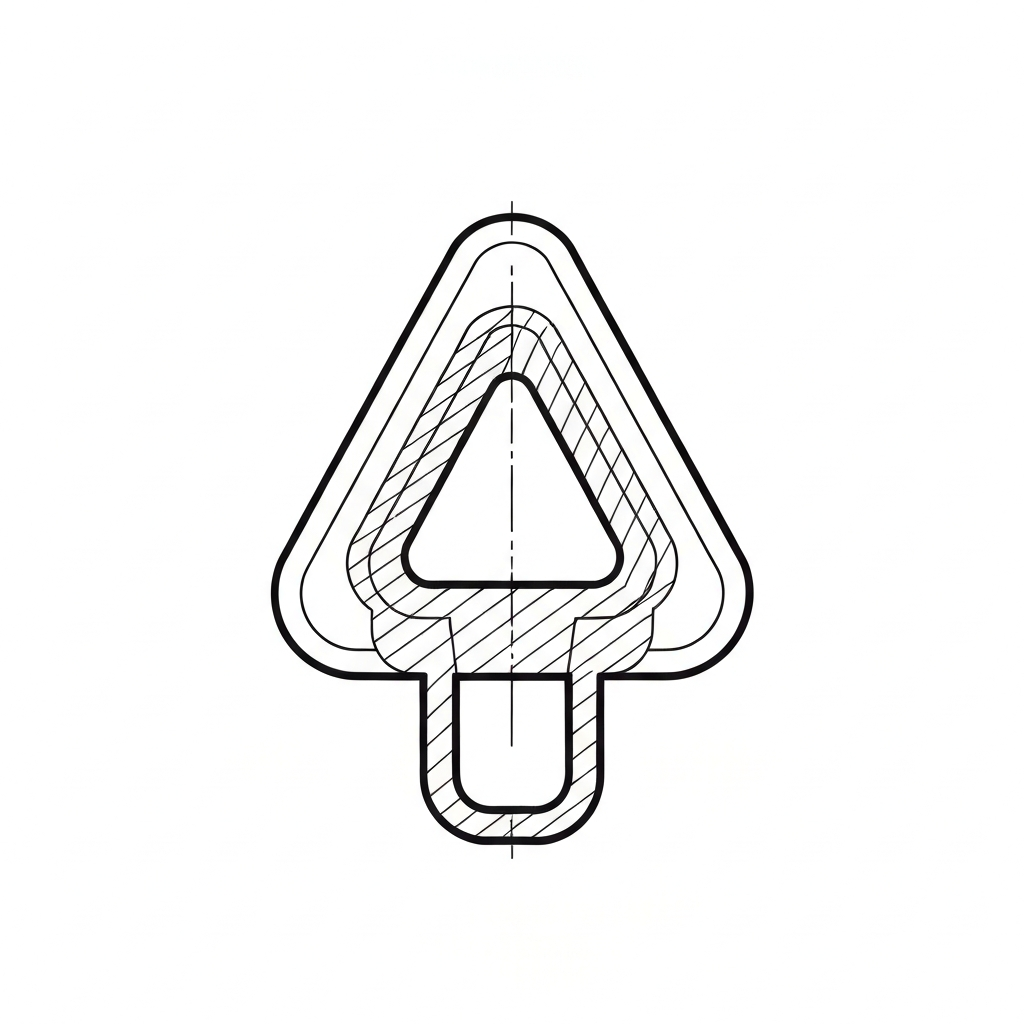
삼각링은 금속(아연 합금, 황동, 스테인리스) 또는 고강도 플라스틱(POM)으로 제작된다. 삼각형의 밑변은 웨빙이 통과하는 슬롯 역할을 하며, 양 측면이 만나는 꼭짓점은 하중이 집중되는 지점이 된다.
- 하중 집중 및 자동 정렬 메커니즘(Self-Centering Mechanism): 스트랩이 삼각링을 통과할 때, 삼각형의 경사면을 따라 스트랩이 중앙으로 수렴하게 된다. 이는 스트랩이 좌우로 흔들리는 유동성을 억제하고, 연결 부위의 각도를 일정하게 유지하여 제품의 구조적 안정성을 높인다. 물리적으로는 밑변에 가해지는 장력이 양 변을 타고 꼭짓점으로 모이면서 힘의 분산이 아닌 '집중 후 전달'의 과정을 거친다. 이 과정에서 웨빙의 접힘이나 뒤틀림이 방지되며, 특히 좁은 폭의 개고리(Snap Hook)와 결합될 때 최상의 결합력을 발휘한다.
- 봉제 결합 및 물리적 상호작용: 일반적으로 웨빙을 삼각링의 내경에 통과시킨 후 1인치(25.4mm) 이상의 겹침 분량(Overlap)을 확보하여 본봉(Lockstitch) 또는 바택(Bar-tack)으로 보강 박음질한다. 이때 재봉 바늘은 웨빙의 고밀도 조직을 관통해야 하며, 삼각링의 금속 두께로 인해 발생하는 노루발의 경사를 극복해야 한다. 실의 장력(Tension)은 웨빙의 수축률과 삼각링의 강도를 고려하여 설정되며, 고강도 나일론 본딩사를 사용할 경우 삼각링과의 마찰에도 실이 풀리지 않는 내마모성을 확보하게 된다.
- 역사적 배경 및 진화: 초기 봉제 산업에서는 철선을 구부려 만든 단순한 형태의 삼각 고리가 사용되었으나, 제2차 세계대전 당시 군장류의 내구성 강화 요구에 따라 용접형(Welded) 및 다이캐스팅(Die-casting) 공법이 도입되었다. 현대에 이르러서는 항공우주 및 아웃도어 산업의 발달로 인해 티타늄이나 고강도 폴리머 소재로 확장되었으며, 단순한 연결 기능을 넘어 텐션 조절 기능이 통합된 복합 부자재로 발전하였다.
- 국가별 현장 인식 차이:
- 한국(KR): 품질 기준이 매우 엄격하여 도금의 두께와 염수 분무 테스트(Salt Spray Test) 결과를 중시한다. 주로 '삼각링' 또는 '삼각고리'로 불리며, 명품 가방 생산 시에는 황동(Brass) 소재의 절삭 가공 제품을 선호한다.
- 베트남(VN): 글로벌 브랜드의 대량 생산 기지로서, 주로 자동화된 컴퓨터 바택(Computer Bar-tack) 공정에 최적화된 규격화된 삼각링을 사용한다. 현장에서는 'vòng tam giác'으로 통칭하며, 생산 효율을 위해 지그(Jig) 사용이 일반화되어 있다.
- 중국(CN): 소재의 다양성이 가장 넓으며, 아연 합금(Zinc Alloy)부터 철(Iron)까지 가격대별 라인업이 구축되어 있다. '三角环(Sānjiǎo huán)'이라 부르며, 대규모 부자재 시장을 통해 전 세계로 공급되는 표준 규격을 주도한다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 관련 봉제 분류 (ISO 4915) | Class 301 (본봉), Class 304 (지그재그 바택) | 보강 강도에 따라 선택 |
| 권장 재봉기 유형 | 상하송 중후물용 본봉기, 컴퓨터 바택기 | Unison Feed (Juki LU-2810 등) 추천 |
| 주요 장비 모델 | Juki LU-1508, Brother KE-430HX, Juki LK-1900BN | 고하중 및 자동화 작업용 |
| 바늘 시스템 (Needle System) | DP×17 (#19 ~ #23), DP×5 (#16 ~ #19) | 소재 두께 및 웨빙 밀도에 따라 가변 |
| 표준 SPI (Stitches Per Inch) | 7 - 10 SPI | 웨빙 및 가죽 고정용 표준 (너무 높으면 원단 천공 발생) |
| 권장 봉제사 (Thread) | 바늘실: 20/3, 30/3 Nylon Bonded / 밑실: 동일 사양 | 인장 강도 및 내마모성 확보 필수 |
| 밑실 장력 (Towa Gauge 기준) | 25 - 35g (웨빙 두께에 따라 조정) | 미검증 (현장 경험치 기반) |
| 최대 봉제 속도 | 2,000 - 2,500 spm | 바택 공정 시 안전 및 품질 확보 속도 |
| 주요 소재 | Zinc Alloy (다이캐스팅), Brass, SUS304, POM | 용도 및 원가 구조에 따른 선택 |
| 표면 처리 | 전착 도금(ED), 니켈 프리(Nickel-Free), 분체 도장 | ISO 9227 염수 분무 테스트 대응 |
| 금속 경도 (Vickers) | 150 - 200 HV (SUS304 기준) | 미검증 (소재별 상이) |
¶ 적용 분야 (Application Details)
- 가방 및 잡화:
- 백팩 어깨 스트랩 하단 연결부: 하중을 가방 본체의 '삼각 날개' 부위로 전달하여 어깨 부담 경감 및 봉제선 뜯어짐 방지.
- 메신저 백의 스트랩 각도 조절용 힌지 포인트: 착용자의 체형과 움직임에 따라 스트랩이 자연스럽게 꺾이도록 유도하여 착용감 향상.
- 힙색(Waist Bag)의 측면 고정 및 버클 연결부: 활동 시 가방의 흔들림을 최소화하고 무게 중심을 신체 밀착형으로 유지.
- 의류 및 전술 장비:
- 아웃도어 자켓의 유틸리티 고리: 카라비너 체결 시 무게 중심을 하단으로 유도하여 옷의 뒤틀림 방지.
- 전술용 베스트(MOLLE 시스템): 고하중 파우치나 장비를 결합하는 핵심 지점이며, 신속 해제 시스템(Quick Release)의 일부로 사용.
- 작업복의 공구 걸이용 루프: 무거운 공구의 하중을 분산시켜 원단 찢어짐을 방지하고 작업 효율성 증대.
- 반려동물 용품:
- 대형견용 하네스의 리드줄 연결 고리: 급격한 인장력 발생 시 링의 변형을 방지하고 힘을 중앙으로 집중시켜 제어력 확보.
- 산업용 및 캠핑:
- 텐트 및 타프의 가이 라인(Guy-line) 텐션 조절부: 바람에 의한 유동을 억제하고 일정한 텐션을 유지하여 구조적 붕괴 방지.
- 카메라 스트랩의 바디 연결부: 카메라의 무게 중심을 잡아 안정적인 촬영을 보조하며 연결부 마찰 최소화.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 도금 박리 및 변색 (Plating Failure)
- 원인: 금속 간 마찰, 저가형 전해 도금 사용, 산성/습한 보관 환경, 도금 전 탈지 공정 불량.
- 해결: 전착 도금(Electro-plating) 사양 확인 및 24~48시간 염수 분무 테스트(Salt Spray Test) 데이터 검증. 입고 시 3M 테이프 테스트로 밀착력 확인.
- 링 벌어짐 (Gap Opening/Deformation)
- 원인: 비용접(Non-welded) 와이어 링에 설계 하중 이상의 인장력 인가, 소재의 항복 강도 미달.
- 해결: 용접형(Welded) 삼각링으로 교체하거나, 다이캐스팅(Die-casting) 일체형 제품 사용. 선경(Wire diameter)을 0.5mm 이상 증대하여 단면적 확보.
- 웨빙 씹힘 및 뒤틀림 (Webbing Jam)
- 원인: 삼각링의 내경(Inner Width)이 웨빙 폭보다 좁거나 너무 넓어 유격 발생.
- 해결: 웨빙 폭과 삼각링 내경의 공차를 1mm 이내로 설정 (예: 25mm 웨빙에는 26mm 내경 삼각링 사용).
- 부식 및 녹 발생 (Corrosion)
- 원인: 저가형 철재(Iron) 소재 사용 및 도금층 핀홀(Pinhole) 발생, 해안가 등 염분 노출.
- 해결: 스테인리스(SUS304) 소재로 변경하거나 아연 합금 소재의 순도 확인. 습도 60% 이하의 항온항습 창고 보관.
- 봉제 간섭 및 바늘 파손 (Needle Strike)
- 원인: 삼각링과 봉제선 사이의 간격(Margin) 부족으로 노루발이 링을 타격하거나 바늘이 링 가장자리에 충돌.
- 해결: 노루발 간섭 확인 및 바택 패턴의 오프셋(Offset) 조정. 최소 3-5mm의 안전 거리 확보. 지그(Jig) 설계 시 링 고정 홈을 정밀 가공하여 유동 방지.
- 원단 손상 (Fabric Abrasion)
- 원인: 삼각링 내측의 버(Burr) 또는 날카로운 마감, 도금 불량으로 인한 거친 표면.
- 해결: 배럴 연마(Barrel Polishing) 공정 강화 및 입고 검사 시 촉감 검사 필수. 폴리싱 시간을 기존 대비 20% 연장하여 R값 확보.
- 땀뛰기 (Skipped Stitches) 발생
- 원인: 삼각링의 두께로 인해 노루발이 들리면서 원단 압착력이 저하되어 루프 형성이 불안정함.
- 해결: 외발 노루발(Hinged Cording Foot) 사용 또는 재봉기 타이밍(Timing)을 약간 늦추어 루프 형성을 최적화. 노루발 압력 스프링 장력 강화.
¶ 품질 검사 기준 (QC Standards)
- 인장 강도 테스트 (Tensile Strength): 제품 사양에 따라 50kgf에서 최대 200kgf 이상의 하중에서 변형이나 파손이 없어야 함. (ASTM D6775 준용)
- 니켈 프리 검사 (Nickel-Free): 피부 접촉 제품의 경우 EN 1811 및 EN 12472 테스트 통과 여부 확인 (유럽 수출 필수).
- 치수 정밀도: 캘리퍼스를 사용하여 내경(Inner Width), 외경, 선경(Wire Diameter)이 작업지시서(Spec Sheet)와 ±0.2mm 이내인지 측정.
- 표면 조도: 도금 얼룩, 스크래치, 기포 유무를 60cm 거리에서 육안 확인. 광택도(Gloss) 측정기 사용 권장.
- 작동성: 회전형 삼각링(Swivel Triangle)의 경우 360도 회전 시 걸림 현상이나 소음이 없는지 확인.
- 화학적 안전성: REACH 및 RoHS 기준 준수 여부 확인 (특히 아연 합금 내 납/카드뮴 함량 100ppm 미만 관리).
- 염수 분무 테스트: ISO 9227 기준, 24시간/48시간 노출 후 부식 발생 여부 확인.
¶ 공장 현장 용어 및 은어
| 언어 | 용어 | 로마자/현지 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 삼각링 | Sam-gak-ring | 공식 명칭 |
| 한국어 (KR) | 삼각고리 | Sam-gak-go-ri | 현장 작업자 및 자재 창고 공용어 |
| 일본어 (JP) | 三角カン | Sankaku-kan | '산카쿠'로 약칭하여 부름 |
| 베트남어 (VN) | vòng tam giác | vong tam giac | 베트남 현지 공장 생산 라인 용어 |
| 중국어 (CN) | 三角环 | Sānjiǎo huán | 중국 자재 발주 및 광저우 시장 QC 시 사용 |
| 영어 (EN) | Triangle Ring | Triangle Ring | 국제 표준 용어 및 Tech Pack 기재 용어 |
| 은어 (KR) | 삼각다이 | Sam-gak-dai | 다이캐스팅 삼각링을 지칭하는 현장 은어 |
¶ 장비 세팅 및 봉제 가이드
- 바늘 및 실 세팅: 웨빙 2겹과 본체 원단이 겹치는 부위는 두께가 4-6mm에 달하므로 DP×17 #22 바늘을 권장하며, 실의 꼬임(Twist)이 풀리지 않도록 나일론 본딩사를 사용한다. 실의 번수가 높을수록(굵을수록) 바늘 구멍에 의한 원단 손상을 방지하기 위해 바늘 끝 모양(Point Type)은 R point 또는 SES point를 선택한다.
- 노루발 선택 및 개조: 삼각링의 금속 두께로 인해 일반 노루발 사용 시 경사가 발생하여 땀뛰기(Skipped Stitch)가 발생할 수 있다. 이를 방지하기 위해 외발 노루발(Hinged Cording Foot)을 사용하거나, 노루발 바닥면을 삼각링의 형상에 맞게 그라인더로 미세하게 연마하여 간섭을 최소화한다.
- 장력 조절 (Tension Control): 두꺼운 웨빙 봉제 시 밑실 장력을 평소보다 강하게(Towa Gauge 기준 30g 이상) 설정하여 스티치가 원단 위로 뜨지 않고 내부로 단단히 고정되게 한다. 윗실 장력은 밑실과의 밸런스를 맞추되, 조시탱크(Tension Post)의 스프링 압력을 높여 실 공급을 안정화한다.
- 바택 패턴 설계: 하중이 집중되는 부위이므로 가로 15mm, 세로 3mm 이상의 범위에 28바(28-stitch) ~ 42바의 고밀도 바택을 적용한다. 하중이 극심한 부위는 'X'자 형태의 박스 스티치(Box Stitch with X)를 먼저 친 후 그 위에 바택을 겹쳐 박는 방식을 사용한다.
- 이송 장치(Feed Mechanism) 조절: 상하송(Unison Feed) 재봉기 사용 시, 노루발의 상승 높이(Stroke)를 삼각링 두께보다 1-2mm 높게 설정하여 이동 시 링을 건드리지 않도록 한다.
¶ 공정 흐름도 (Process Flowchart)
¶ 소재별 특성 상세 비교
| 소재 | 장점 | 단점 | 주요 용도 |
|---|---|---|---|
| 아연 합금 (Zinc) | 정밀한 형상 구현, 저렴한 가격, 우수한 도금성 | 충격에 의한 파손 위험 (취성), 상대적으로 낮은 강도 | 일반 패션 가방, 핸드백, 판촉물 |
| 황동 (Brass) | 부식에 매우 강함, 고급스러운 질감, 높은 내구성 | 무겁고 가격이 비쌈, 가공 공정 복잡 | 프리미엄 가죽 제품, 악기 케이스, 명품 잡화 |
| 스테인리스 (SUS) | 최고의 강도 및 내식성, 용접 용이, 반영구적 | 가공이 어렵고 도금 색상 표현에 제한적 | 전술 장비, 해양 용품, 안전 벨트, 고하중 산업용 |
| 플라스틱 (POM) | 가볍고 소음이 없음, 저렴한 가격, 다양한 색상 | 금속 대비 낮은 인장 강도, 자외선 노출 시 경화 | 스포츠 의류, 경량 백팩, 아동용품, 아웃도어 |
¶ 실전 현장 노하우 (Senior Technician's Tips)
- "링이 자꾸 돌아가요": 삼각링의 밑변 폭이 웨빙보다 클 경우 발생한다. 이 경우 웨빙을 'V'자로 접어서 봉제하거나, 삼각링 내부에 실리콘 튜브를 끼워 마찰력을 높이는 편법이 있으나, 가장 좋은 방법은 규격에 맞는 링을 재발주하는 것이다.
- "바늘이 자꾸 부러져요": 컴퓨터 바택기 사용 시 원점(Home Position)이 틀어졌거나, 지그가 삼각링을 제대로 잡아주지 못해 미세하게 밀리는 현상이다. 지그 내부에 고무판을 덧대어 미끄러짐을 방지하고, 바늘을 한 단계 굵은 번수로 교체하라.
- "도금이 자꾸 벗겨져요": 봉제 후 뒤집기(Turning) 공정이 있는 가방의 경우, 금속 부자재끼리 부딪히며 스크래치가 발생한다. 이를 방지하기 위해 봉제 전 삼각링에 마스킹 테이프를 감거나, 보호 캡을 씌운 상태로 공정을 진행해야 한다.
- "실이 겉돌아요": 고강도 웨빙은 조직이 치밀하여 실이 원단 내부로 파고들지 못한다. 이때는 바늘 판(Needle Plate)의 구멍 크기를 확인하고, 이송 톱니(Feed Dog)의 높이를 0.8mm 정도로 낮추어 원단 이동을 부드럽게 유도하라.
- "바택 위치가 일정하지 않아요": 작업자의 숙련도에 의존하지 말고, 삼각링의 위치를 고정할 수 있는 전용 아크릴 지그(Acrylic Jig)를 제작하여 바택기에 장착하라. 생산성이 30% 이상 향상된다.
¶ 관련 항목 (Related Items)
- D링 (D-Ring): 반원형 부자재로 삼각링보다 스트랩의 회전 반경이 넓음.
- 사각링 (Square Ring): 스트랩의 평행 유지가 목적인 사각형 부자재.
- 웨빙 (Webbing): 삼각링과 결합되는 고밀도 직조 테이프 (나일론, 폴리에스터).
- 바택 (Bar-tack): 부자재 고정 부위의 강도를 높이는 보강 봉제 기법 (ISO 4915 Class 304).
- 개고리 (Snap Hook): 삼각링에 탈부착되는 스프링 갈고리 부속.
- 사다리꼴 링 (Trapezoid Ring): 삼각링의 변형 형태로 하단 폭이 더 넓은 경우 사용.
- 상하송 재봉기 (Unison Feed): 두꺼운 소재와 부자재를 동시에 이송하기 위한 필수 장비.
- 염수 분무 테스트 (Salt Spray Test): 금속 부자재의 내식성을 평가하는 표준 시험법.