

트리거훅 (Trigger Snap / móc càng cua / ナスカン)
¶ 정의 및 기계적 메커니즘
트리거훅(Trigger Snap)은 가방의 스트랩, 의류의 기능성 액세서리, 산업용 랜야드 및 반려동물 용품 등에 광범위하게 사용되는 연결용 금속 부자재입니다. 외부로 돌출된 레버(Trigger)를 손가락으로 당겨 개폐부(Gate)를 여는 스프링 장치 메커니즘을 갖추고 있습니다.
1.1 ISO 4915 스티치 분류와의 결합 봉제 공정에서 트리거훅은 주로 웨빙(Webbing)이나 가죽 스트랩 끝단에 삽입된 후 다음과 같은 스티치 유형으로 고정됩니다. - ISO 301 (Lockstitch): 가장 일반적인 본봉 방식으로, 스트랩의 외곽선 및 박스-X(Box-X) 패턴 형성에 사용됩니다. - ISO 304 (Zigzag Stitch / Bar-tack): 고하중이 걸리는 연결 부위에 고밀도 바택을 형성하여 인장 강도를 극대화합니다. - ISO 308 (Stitch type 308): 특수 보강 봉제 시 사용되는 변형 본봉 스티치입니다.
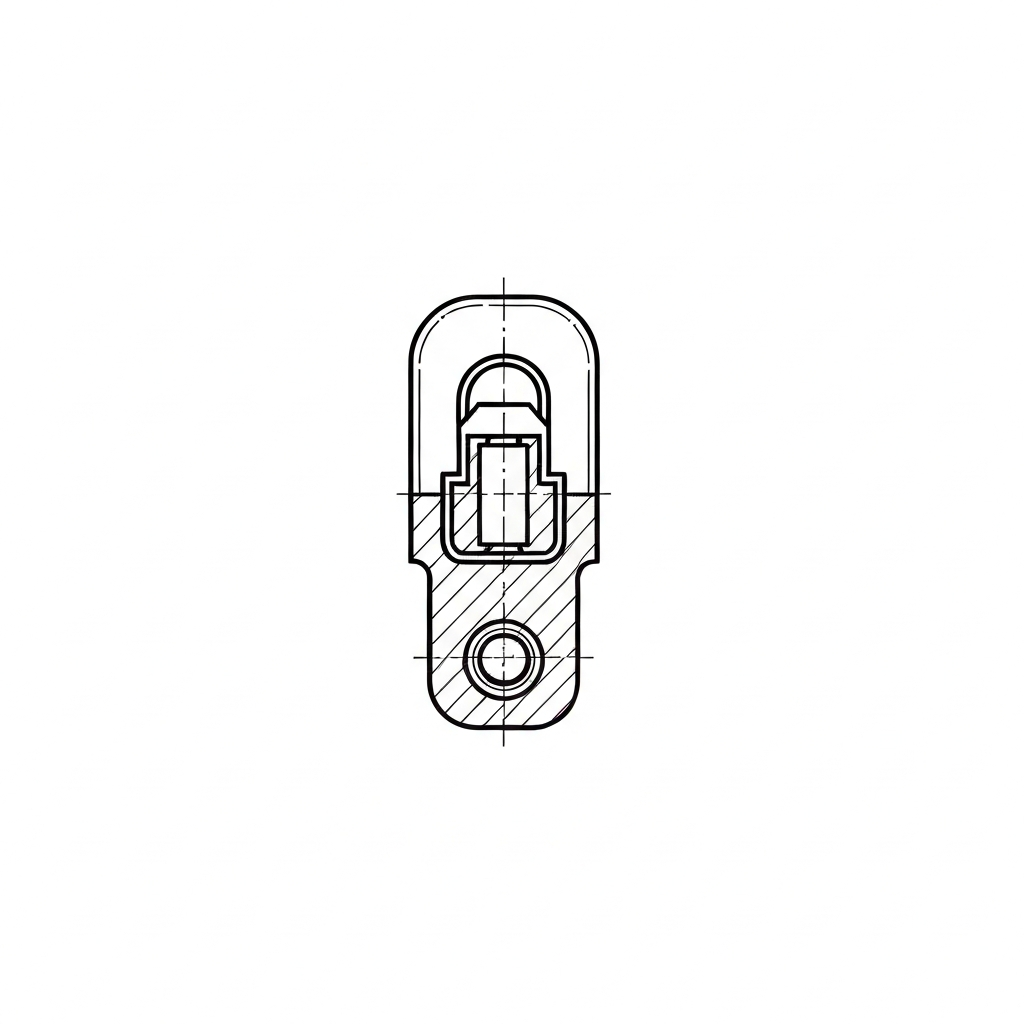
1.2 구조적 특징 트리거훅의 핵심은 내부의 토션 스프링(Torsion Spring) 또는 압축 스프링과 레버의 지렛대 원리 결합에 있습니다. 사용자가 레버를 하단으로 당기면 게이트가 몸체 안쪽으로 후퇴하며 개구부(Opening)가 형성되고, 레버를 놓으면 스프링의 복원력에 의해 게이트가 다시 몸체 상단의 홈(Catch)에 밀착되어 잠금 상태를 유지합니다. 하단 아이(Eye)와 몸체 사이의 회전축(Swivel Joint)은 스트랩의 꼬임(Twisting)을 물리적으로 방지하여 봉제선에 가해지는 비틀림 응력을 분산시키는 역할을 합니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 주요 재질 | Zinc Alloy (Zamac 3/5), Solid Brass, SUS304/316 | 용도 및 단가에 따른 강도 선택 |
| 표면 처리 | Nickel, Gold, Antique Brass, PVD Coating, Matt Black | 내식성, 내마모성 및 심미성 결정 |
| 봉제 방식 | ISO 301 (본봉), ISO 304 (지그재그/바택), ISO 308 (박스-X) | 스트랩 고정 및 하중 분산 방식 |
| 추천 재봉기 | Juki AMS-210EN (패턴), Juki LK-1900B (바택), Brother S-7250A | 자동화 설비 및 고강성 모델 권장 |
| 바늘 시스템 | DP×17 (#18~#23), DP×5 (#16~#19) | 원단 두께, 밀도 및 실 번수 기준 |
| 바늘 끝단 형태 | R (Standard), SES (Ball Point), SD/LL (Leather) | 소재(웨빙 vs 가죽)에 따른 선택 |
| 인장 강도 | 30kgf (경량용) ~ 250kgf (산업용/대형) | UTM(Universal Testing Machine) 기준 |
| 염수 분무 테스트 | 24시간 ~ 96시간 (ASTM B117 기준) | 수출용 바이어 필수 사양 (부식 방지) |
| 작동 수명 | 5,000회 ~ 20,000회 개폐 (Spring Fatigue Test) | 내부 스프링 내구성 및 복원력 유지 |
| SPI 범위 | 7 ~ 10 SPI (Stitches Per Inch) | 웨빙 봉제 시 표준 밀도 (인장력 확보) |
| 밑실 장력 | 25 ~ 35g (Towa Gauge 기준) | 고하중 웨빙 봉제 시 루프 형성 안정화 |
| 권장 재봉사 | 코아사(Core Spun) #20/3, 나일론 고강력사 #30/3 | 내마모성, 인장 강도 및 열 저항성 |
| 재봉 속도 | 1,200 ~ 1,800 spm (Stitches Per Minute) | 금속 간섭 회피 및 바늘 열화 방지 |
¶ 재질 및 표면 처리 상세 (Material Science)
3.1 금속 소재의 특성 - 아연 합금 (Zamac 3/5): 다이캐스팅 공법으로 정밀한 형상 구현이 가능하며 원가가 저렴하여 패션 잡화에 가장 널리 쓰입니다. 다만, 충격 시 파손(Brittle Fracture) 위험이 있어 고하중용으로는 부적합합니다. - 황동 (Solid Brass): 내식성이 매우 뛰어나며 파손 전 휘어지는 성질이 있어 안전성이 높습니다. 프리미엄 가방 및 반려동물 용품에 주로 사용됩니다. - 스테인리스 스틸 (SUS304/316): 해양 환경이나 의료용, 산업용 랜야드에 사용됩니다. 인장 강도가 가장 높으나 가공이 어렵고 단가가 높습니다.
3.2 도금 및 코팅 공정 - 전착 도금 (Electroplating): 니켈, 골드, 흑니켈 등 전기를 이용한 도금 방식으로 광택이 우수합니다. - PVD 코팅 (Physical Vapor Deposition): 진공 증착 방식으로 일반 도금보다 5~10배 이상의 표면 경도와 내식성을 가집니다. 고급 시계나 고가 테크웨어 부자재에 적용됩니다. - 무니켈 도금 (Nickel-Free): 알레르기 방지를 위해 유럽(EU) 수출 건에 필수적으로 적용되는 사양입니다.
¶ 적용 분야 및 산업별 요구 사양
4.1 가방 및 잡화 (Bags & Leather Goods) - 적용 부위: 핸드백의 탈부착식 숄더 스트랩, 백팩 내부의 열쇠 고리(Key Leash), 카메라 스트랩. - 봉제 특이사항: 가죽 스트랩의 경우 7~8 SPI의 본봉(ISO 301)을 주로 사용하며, 스트랩 끝단을 'V'자 형태로 깎아 트리거훅 아이(Eye)에 삽입한 후 박스-X(Box-X) 스티치로 마감합니다. 럭셔리 브랜드는 금속 마찰음을 줄이기 위해 아이 부분에 얇은 가죽 덧댐(Leather Binding)을 추가합니다.
4.2 의류 및 패션 (Apparel & Techwear) - 적용 부위: 테크웨어 자켓의 옆솔기(Side Seam) 유틸리티 루프, 작업복의 탈부착형 포켓, 조거 팬츠의 벨트 루프. - 봉제 특이사항: 세탁 시 부식 방지가 최우선입니다. 주로 비자성(Non-magnetic) 아연 합금을 사용하며, 얇은 원단 부착 시 안쪽에 보강재(Interlining)를 덧대어 원단 찢어짐을 방지합니다. SPI는 9~10으로 촘촘하게 설정합니다.
4.3 반려동물 용품 (Pet Accessories) - 적용 부위: 대형견 리드줄(Leash), 하네스(Harness) 연결부. - 봉제 특이사항: 생명과 직결되므로 가장 높은 인장 강도가 요구됩니다. 1,500 spm 이하의 저속에서 고강력 나일론사를 사용하여 40바늘 이상의 고밀도 바택(Bar-tack) 처리를 수행합니다. 황동 재질이 선호됩니다.
4.4 산업 및 전술용 (Industrial & Tactical) - 적용 부위: 안전 랜야드, 전술 조끼(Tactical Vest)의 슬링 연결부, 도구 가방의 고하중 걸이. - 봉제 특이사항: MIL-SPEC(미 군사 규격)에 준하는 웨빙과 함께 사용됩니다. 자동 패턴 미싱을 사용하여 오차 없는 봉제를 수행하며, 실의 끝단은 열처리(Heat Sealing)를 통해 풀림을 완벽히 차단합니다.
¶ 주요 결함 및 실전 트러블슈팅 (Troubleshooting)
-
스프링 탄성 저하 (Spring Fatigue) - 원인: 내부 토션 스프링의 열처리 불량 또는 저가형 탄소강 사용. - 해결: 고탄성 스테인리스(SUS) 스프링 채택 및 입고 전 3,000회 이상 자동 개폐 사이클 테스트 실시.
-
도금 박리 및 변색 (Plating Peel-off / Tarnishing) - 원인: 전처리(탈지) 공정 미흡, 전착 도금 시간 부족, 또는 산성 성분 노출. - 해결: 랙 도금(Rack Plating) 방식 적용, 염수 분무 테스트 강화 및 마감 코팅(Top Coat) 추가.
-
게이트 유격 및 정렬 불량 (Gate Misalignment) - 원인: 다이캐스팅 금형의 마모 또는 조립 공정의 정밀도 저하. - 해결: 금형 정밀 보수(Overhaul) 및 출하 전 전수 검사를 통한 개폐 정렬 확인.
-
봉제 간섭 및 바늘 파손 (Stitching Interference) - 현상: 재봉기 노루발이 트리거훅의 돌출된 레버나 몸체에 걸려 바늘이 부러지거나 스티치가 튀는 현상(Skipped Stitches). - 해결:
- 외발 노루발: 노루발의 한쪽이 깎인 형태를 사용하여 금속과의 간격을 2mm 이상 확보.
- 바늘 가드(Needle Guard): 바늘 굴곡(Deflection)을 방지하기 위해 타이밍 재점검.
- 지그(Jig) 설계: 패턴 미싱 사용 시 클램프가 부자재를 완전히 회피하도록 설계.
-
표면 버(Burr) 및 날카로운 단면 - 원인: 연마(Tumbling) 공정 시간 부족으로 주조 라인의 잔여물 잔류. - 해결: 진동 연마(Vibratory Finishing) 시간 증대 및 촉각 검사 강화.
-
수소 취성 (Hydrogen Embrittlement) - 원인: 고강도 강철 소재의 산세 및 도금 과정 중 수소 침투로 인한 갑작스러운 파손. - 해결: 도금 후 즉시 베이킹(Baking) 공정을 거쳐 수소 제거.
¶ 품질 검사 기준 (QC Standard)
- 작동성 검사: 레버 작동 시 걸림(Catching) 현상이 없어야 하며, 놓았을 때 즉시 완전 폐쇄되어야 함 (AQL 1.0 적용).
- 인장 강도 테스트: 인장 시험기(UTM)를 사용하여 규격별 파단 강도가 기준치 이상인지 계측.
- 니켈 프리(Nickel-Free) 테스트: 유럽(EU) 수출 건의 경우 EN 1811 표준에 따른 니켈 용출량 테스트 통과 필수.
- 검침기(Needle Detector) 대응: 의류용의 경우 비자성(Non-magnetic) 재질을 사용하여 검침기 오작동 방지 확인.
- 외관 검사: 30cm 거리에서 육안 확인 시 도금 표면의 기포(Bubble), 스크래치, 이물질 혼입이 없어야 함.
- 치수 정밀도: 아이(Eye)의 내경이 설계된 웨빙 폭과 일치하는지 캘리퍼스로 측정 (공차 ±0.5mm).
¶ 공장 은어 및 국가별 명칭
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 개고리 | Gae-gori | 현장에서 가장 흔히 쓰이는 은어 (동물 리드줄용에서 유래) |
| 한국어 (KR) | 트리거훅 | Trigger Hook | 기술서 및 발주서 표준 용어 |
| 일본어 (JP) | ナスカン | Nasukan | '가지(나스)' 모양을 닮은 고리라는 뜻에서 유래 |
| 베트남어 (VN) | Móc càng cua | Moc cang cua | '게 집게발 모양 고리'라는 뜻의 현지 표준 용어 |
| 중국어 (CN) | 龙虾扣 | Longxia kou | '랍스터 집게 고리'라는 뜻의 명칭 |
| 중국어 (CN) | 狗扣 | Gou kou | '개고리'와 동일한 의미의 현지 은어 |
¶ 장비 세팅 및 봉제 가이드 (Technical Guide)
8.1 노루발 및 침판 세팅 트리거훅의 두꺼운 몸체와 간섭을 피하기 위해 외발 노루발(Hinged Cording Foot) 또는 중앙에 깊은 홈이 파인 전용 노루발을 사용하십시오. 침판(Needle Plate)은 두꺼운 웨빙 이동이 원활하도록 톱니(Feed Dog) 높이를 평소보다 0.2mm 높게 설정합니다.
8.2 장력 및 바늘 최적화 - 장력: 스트랩 겹침 부위는 두께가 급격히 변하므로, 밑실 장력을 Towa Gauge 기준 30g 내외로 높여 스티치가 원단 내부에서 안정적으로 형성되게 조절하십시오. - 바늘: 금속 부자재 근처 봉제 시 바늘 굴곡으로 인한 부러짐을 방지하기 위해 강성이 높은 DP×17 #19~#22 규격을 권장합니다. 가죽 작업 시에는 끝단이 칼날 형태인 LL 바늘을 사용하여 구멍의 찢어짐을 방지하십시오.
8.3 봉제 패턴 설계 단순 일자 박음질보다는 Box-X(ㅁ안에 X자) 패턴이나 고밀도 바택을 사용하여 인장 강도를 확보하십시오. 자동 패턴 미싱(AMS) 사용 시 모서리 부분에서 바늘이 금속 아이(Eye)에 부딪히지 않도록 프로그램 상의 Safety Zone(안전 구역)을 반드시 설정해야 합니다.
¶ 공정 흐름도 (Process Flowchart)
¶ 국가별 공장 실무 차이 (Regional Insights)
- 한국 (KR): 숙련공 중심의 다품종 소량 생산이 많아 본봉(ISO 301)을 이용한 수동 Box-X 봉제가 선호됩니다. 부자재의 '손맛(개폐감)'을 중시하여 스프링 장력을 까다롭게 체크합니다.
- 베트남 (VN): 대규모 라인 생산 위주로, Juki AMS 시리즈와 같은 자동 패턴 미싱 도입률이 매우 높습니다. 공정 표준화(SOP)가 엄격하여 바늘 번수와 실의 종류를 바이어 지시서에 따라 철저히 준수합니다.
- 중국 (CN): 광동성(Guangdong) 일대의 부자재 클러스터를 통해 매우 다양한 디자인의 트리거훅을 수급합니다. 원가 절감을 위해 아연 합금의 비중을 조절하는 경우가 많으므로, 입고 시 성분 분석 및 인장 테스트가 필수적입니다.
¶ 관련 항목
- D링 (D-Ring): 트리거훅이 체결되는 상대측 금속 부자재.
- 회전 볼트 스냅 (Swivel Bolt Snap): 레버 대신 밀어 내리는 볼트 방식의 연결 고리.
- 바택 (Bar-tack): 스트랩과 트리거훅 연결 부위를 보강하기 위한 고밀도 지그재그 봉제 기법 (ISO 304).
- 웨빙 (Webbing): 트리거훅에 주로 연결되는 나일론 또는 폴리에스터 재질의 고밀도 직조 테이프.
- 아연 합금 (Zinc Alloy/Zamac): 트리거훅 제조에 가장 널리 쓰이는 다이캐스팅용 금속 재료.
- PVD 코팅 (Physical Vapor Deposition): 고급 트리거훅에 사용되는 고내구성 진공 증착 도금 방식.
- 검침기 (Needle Detector): 금속 부자재의 자성 여부를 판별하여 의류 안전성을 검사하는 장비.