
¶ 개요
상하송은 산업용 재봉기에서 원단의 원활한 이송을 위해 하단의 톱니(Feed Dog)와 상단의 노루발(Presser Foot)이 기구학적으로 동기화되어 움직이는 이송 메커니즘을 의미합니다. 일반적인 본봉기(Drop Feed)가 하단 톱니의 마찰력에만 의존하여 원단을 밀어내는 것과 달리, 상하송은 내외 노루발이 교차로 왕복 운동을 수행하며 원단을 위아래에서 동시에 파지(Grip)하여 이송합니다. 이는 상하 원단 간의 속도 차이로 발생하는 밀림 현상(Ply Shift)을 근본적으로 방지하며, 주로 가죽, 캔버스, 합성 피혁, 헤비 덴트 패딩 등 마찰 저항이 크거나 두께감이 있는 중량물(Heavy-duty) 공정에 필수적인 기술입니다.
물리적 관점에서 상하송은 원단과 이송 장치 사이의 '마찰 계수 불균형'을 해결하는 최적의 솔루션입니다. 일반 본봉(Drop Feed)은 하단 원단만 직접적으로 밀어내기 때문에, 상단 원단은 고정된 노루발의 압력에 의해 저항을 받아 뒤처지게 됩니다. 이를 '이송 지연(Feed Lag)'이라 하며, 상하송은 상단 노루발 자체가 이송 벡터를 가짐으로써 상하 원단에 동일한 물리적 추진력을 전달합니다. 이는 특히 퀼팅(Quilting)이나 다층 라미네이팅 소재에서 층간 밀림을 억제하여 최종 제품의 치수 안정성(Dimensional Stability)을 확보하는 데 결정적인 역할을 합니다.
¶ 기술적 정의 및 메커니즘
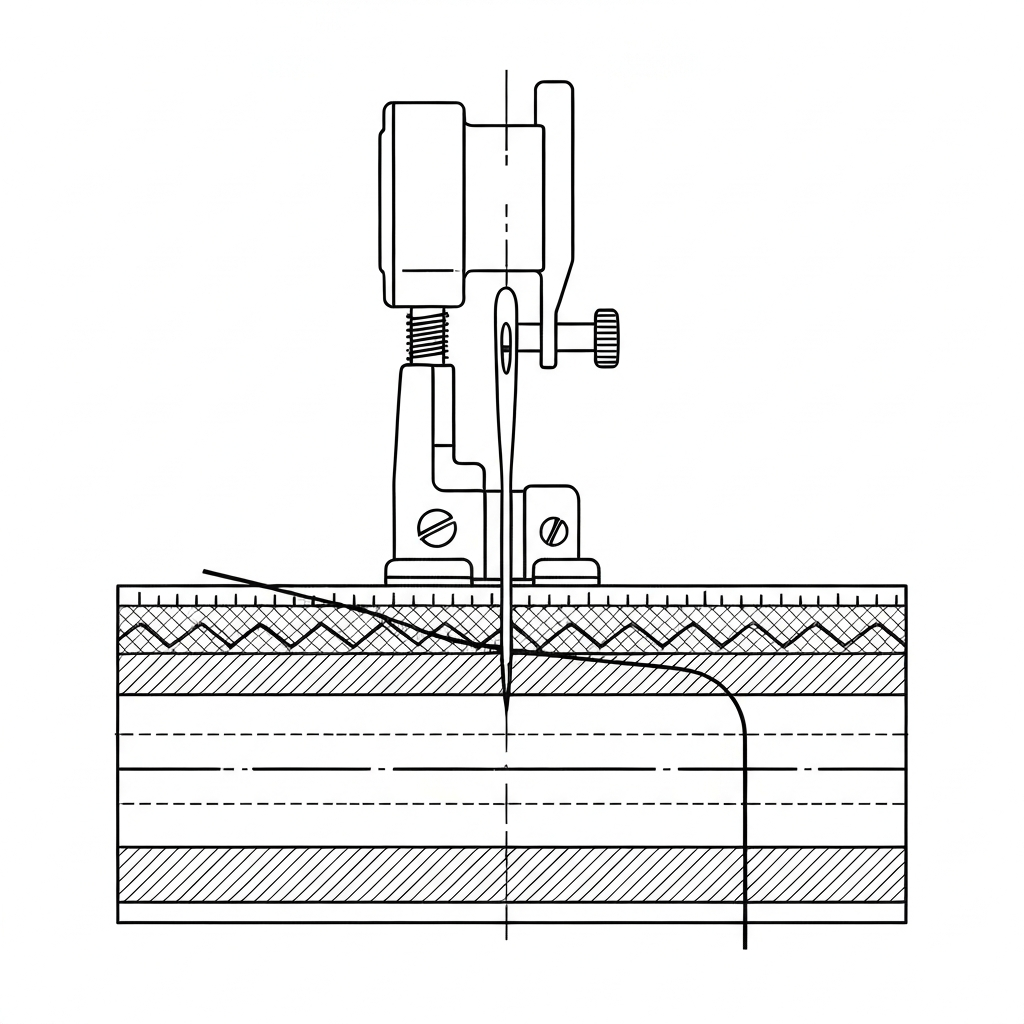
상하송 메커니즘은 두 개의 독립적인 노루발, 즉 내측 노루발(Vibrating Foot)과 외측 노루발(Walking Foot)의 정밀한 상호작용으로 작동합니다.
- 고정 및 관통 단계: 바늘이 원단을 관통하는 시점에는 내측 노루발이 하강하여 원단을 강력하게 압착합니다. 이때 외측 노루발은 상승하여 다음 이송 위치로 복귀할 준비를 합니다.
- 동기 이송 단계: 바늘이 원단에서 빠져나오면 외측 노루발이 하강하여 원단을 누르고, 하단 톱니와 함께 설정된 땀길이만큼 뒤로 이동합니다. 이때 내측 노루발은 상승하여 원단과의 마찰을 제거합니다.
- 단차 극복 원리: 두 노루발이 교차하며 수직 상승 운동을 병행하므로, 두꺼운 시접(Cross Seam)이나 급격한 단차가 있는 부위를 통과할 때 노루발이 걸리지 않고 '등반(Climbing)'하는 능력이 탁월합니다.
- 스티치 형성: ISO 4915 기준 Class 301(Lockstitch)을 형성하며, 고부하 작업에서도 일정한 땀길이와 결절(Knot) 위치를 유지합니다.
상하송의 핵심 기구학적 원리는 '4절 링크 기구(Four-bar Linkage)'에 기반한 상단 이송축의 동기화입니다. 재봉기의 상축(Upper Shaft)에서 전달된 회전 운동이 편심 캠(Eccentric Cam)을 통해 왕복 운동으로 변환되며, 이 힘이 상단 이송 로드를 통해 외측 노루발에 전달됩니다. 이때 내측 노루발은 수직 운동만을 수행하여 바늘이 원단을 빠져나올 때 원단이 들뜨는 '플래핑(Flapping)' 현상을 억제하고 스티치의 선명도를 높입니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 상세 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (Lockstitch) | 본봉(셔틀 가마 방식) |
| 이송 방식 | 상하송 (Top and Bottom Feed) | 톱니 + 노루발 동기 이송 |
| 주요 모델 (상하송) | Juki DU-1181N, Brother DB2-B797, Mitsubishi LY2-3300 | 중량물용 표준 모델 |
| 주요 모델 (종합송) | Juki DNU-1541, Highlead GC0618, Typical GC6-7 | 상하송의 상위 호환(바늘 이송 포함) |
| 바늘 시스템 | DP×17 (135×17), Size 18# ~ 24# | 두꺼운 바늘대 전용 강성 바늘 |
| 스티치 길이 | 최대 8.0mm ~ 9.0mm (일반 4 ~ 10 SPI) | 모델 및 캠 설정에 따라 상이 |
| 노루발 상승량 | 손: 5.5mm / 무릎: 13mm ~ 16mm | 두꺼운 원단 투입 용이성 |
| 최대 봉제 속도 | 2,000 ~ 2,500 spm | 고속보다는 토크와 관통력 중시 |
| 사용 가능 봉사 | 코아사 20/3, 나일론 8호 ~ 20호, 테라 40~10 | 고강력사 및 굵은 실 사용 가능 |
| 가마 유형 | 수평 대용량 가마 (Large Horizontal Hook) | 밑실 교체 빈도 감소 및 굵은 실 대응 |
| 모터 사양 | 550W ~ 750W 서보 모터 권장 | 고부하 관통을 위한 고토크 필요 |
| 윤활 방식 | 자동 급유(Automatic) 또는 부분 수동 급유 | 고속 회전부 오일 심지 관리 필수 |
¶ 산업별 적용 분야 및 공정 상세

상하송은 소재의 저항이 크거나 물리적 두께가 일정하지 않은 모든 공정에 투입됩니다.
- 가방 및 피혁 제품 (Leather Goods):
- 핸드백/백팩: 본체 합봉(Joining) 및 바닥판(Bottom Panel) 부착. 특히 파이핑(Piping) 공정에서 내외 노루발의 교차 운동은 파이핑 심재의 밀림을 방지하여 곡선 라인을 매끄럽게 유지합니다.
- 어깨끈(Shoulder Strap): 고밀도 웨빙(Webbing) 테이프와 보강재를 겹쳐 박는 'Box-X' 스티치 공정에서 강력한 관통력을 제공합니다.
- 지갑/벨트: 가죽 가장자리 스테치(Edge Stitching). 땀길이의 균일함이 곧 브랜드의 디자인 품질로 직결되는 공정입니다.
- 자동차 및 가구 (Upholstery):
- 자동차 시트: 가죽 또는 알칸타라 소재의 퀼팅 및 장식 스티치. 시트 커버의 입체적인 곡선 부위 합봉 시 상하 원단 일치성이 필수적입니다.
- 소파/의자: 두꺼운 폼(Foam)이 라미네이팅된 원단의 합봉. 일반 본봉으로는 불가능한 10mm 이상의 두께를 안정적으로 이송합니다.
- 아웃도어 및 특수 장비 (Outdoor & Tactical):
- 다운 점퍼(Heavy Down): 암홀(Armhole) 및 앞마이(Placket) 부위. 고밀도 나일론 원단의 미끄러짐을 방지하여 봉제 후 우는 현상(Puckering)을 최소화합니다.
- 텐트/타프: 방수 처리된 캔버스 원단의 겹침 봉제. SPI 6~8 수준의 긴 땀길이로 방수 성능 저하를 방지합니다.
- 슬링 벨트/안전벨트: 극후물용 웨빙 봉제. 고강력 나일론 실(8호 이상)을 사용하여 인장 강도를 확보합니다.
- 스포츠웨어 및 의료용 (Sports & Medical):
- 보호 장구: 무릎 보호대, 장갑의 손바닥 보강 부위. 네오프렌(Neoprene) 소재의 탄성 제어에 효과적입니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 상하판 밀림 (Ply Shift)
- 원인: 상단 노루발 압력 부족 또는 내외 노루발의 교차 높이(Walking Height) 불균형.
- 해결: 압력 조절 스프링을 조이고, 상단 다이얼 캠(Cam) 조절을 통해 노루발의 교차 상승량을 원단 두께에 맞춰 재설정하십시오.
- 땀뜀 (Skipped Stitches)
- 원인: 두꺼운 원단 통과 시 바늘 휨(Needle Deflection) 또는 가마 타이밍 이탈.
- 해결: DP×17 규격의 강성 바늘로 교체하고, 바늘과 가마 끝(Hook Point)의 간극을 0.05mm~0.1mm로 정밀 조정하십시오.
- 원단 손상 및 톱니 자국 (Feed Marks)
- 원인: 하단 톱니가 너무 높거나(표준 0.8mm~1.0mm 초과), 노루발 바닥의 요철이 너무 강함.
- 해결: 톱니 높이를 낮추고, 민자 노루발 또는 우레탄/테플론 코팅 노루발로 교체하여 마찰 흔적을 줄이십시오.
- 실 끊어짐 (Thread Breakage)
- 원인: 고부하 봉제 시 바늘 열 발생으로 인한 실 녹음 또는 가마 표면의 미세 스크래치.
- 해결: 바늘 냉각 장치(Needle Cooler)를 설치하고, 실리콘 오일 처리된 봉사를 사용하십시오.
- 땀길이 불균일 (Uneven Stitch Length)
- 원인: 이송 캠(Feed Cam)의 마모 또는 이송 조절 다이얼의 유격 발생.
- 해결: 내부 이송 기어의 마모 상태를 점검하고 급유 상태를 확인하여 기계적 유격을 제거하십시오.
- 조시 불량 (Tension Issues)
- 원인: 두꺼운 실 사용 시 밑실 장력 과다 또는 북집(Bobbin Case) 변형.
- 해결: 대용량 가마(Large Hook) 전용 북집을 사용하고, Towa 장력계 기준 밑실 장력 180-220gf를 유지하십시오.
¶ 품질 검사 기준 (QC Standards)
상하송 공정의 품질은 제품의 내구성과 직결되므로 엄격한 수치 기준이 적용됩니다.
- 이송 일치성 (Alignment):
- 1m 연속 봉제 시 상하 원단의 끝단 차이(End-to-end difference)가 ±2.0mm 이내(AQL 2.5 기준)여야 합니다.
- 고급 가죽 제품의 경우 ±1.0mm 이내의 엄격한 기준을 적용합니다.
- 스티치 견고성 (Stitch Integrity):
- 인장시험기(Tensile Tester) 측정 시, 원단 파단 전 스티치 터짐이 발생하지 않아야 합니다.
- 결절(Knot) 위치: 상실과 하실의 결절이 원단 두께의 40%~60% 지점(중앙)에 위치해야 합니다.
- 단차 통과 성능 (Cross Seam Performance):
- 시접이 겹치는 부위(Cross Seam)에서 땀길이 변화가 설정값의 15% 이내여야 합니다. (예: 5mm 설정 시 최소 4.25mm 유지)
- 외관 품질 (Aesthetics):
- 노루발에 의한 원단 표면의 '번들거림'이나 '톱니 자국'이 60cm 거리에서 육안으로 식별되지 않아야 합니다.
- 루페(Loupe) 검사 시 바늘 구멍 주위의 원단 올 풀림(Needle Cutting)이 없어야 합니다.
¶ 지역별 현장 용어 (Slang & Local Terms)
| 언어 | 용어 | 현장 표기/발음 | 비고 |
|---|---|---|---|
| 한국어 | 상하송 | Sang-ha-song | 가장 표준적인 기술 용어 |
| 한국어 | 워킹풋 | Wo-king-put | 영어 명칭의 한국식 발음 |
| 베트남어 | Máy cào bơi | May cao boi | '긁으며 헤엄치는 기계'라는 뜻의 현장 은어 |
| 일본어 | 上下送り | Jogei-okuri | 상하송의 직역 및 표준어 |
| 일본어 | 総合送り | Sogo-okuri | 엄밀히는 종합송(Triple Feed)이나 현장에서 혼용됨 |
| 중국어 | 同步车 | Tóngbù chē | '동기화된 기계'라는 의미로 널리 쓰임 |
| 영어 | Walking Foot | Walking Foot | 글로벌 표준 명칭 |
¶ 장비 세팅 및 유지보수 가이드
- 노루발 교차량(Walking Amount) 조정:
- 원단이 두꺼울수록 내외 노루발이 위아래로 움직이는 폭(Stroke)을 크게 설정해야 이송력이 확보됩니다. Juki DU-1181N 기준, 상단 다이얼을 통해 2mm에서 5mm까지 조정 가능합니다.
- 바늘과 톱니의 타이밍 (Feed Timing):
- 톱니가 최상단에 도달했을 때 바늘의 눈(Eye)이 침판 아래로 1.0mm~1.5mm 내려가는 타이밍이 표준입니다. 이 타이밍이 어긋나면 이송 도중 바늘이 휘어질 수 있습니다.
- 급유 관리 (Lubrication):
- 상하송 기계는 왕복 운동 부품이 많아 발열이 심합니다. 특히 '상단 이송 크랭크' 부위는 오일 공급이 원활하지 않으면 고착(Seize)되기 쉽습니다. 매주 오일 심지(Wick)의 변색 여부를 확인하십시오.
- 청소 (Cleaning):
- 톱니 사이와 가마 내부에 쌓인 원단 먼지(Lint)는 땀뜀과 소음의 주원인입니다. 특히 가죽 봉제 시 발생하는 가죽 가루는 오일과 섞여 고형화되므로 매일 작업 후 에어건으로 제거하십시오.
¶ 공정 흐름도 (Mermaid)
¶ 이송 방식별 비교 분석 (Technical Comparison)
| 방식 | 메커니즘 | 주요 장점 | 주요 단점 | 적합 소재 |
|---|---|---|---|---|
| 본봉 (Drop Feed) | 하단 톱니만 이동 | 고속 작업 가능 (5,000spm+) | 상하판 밀림 발생 | 얇은 직물, 셔츠 |
| 상하송 | 톱니 + 노루발 이동 | 두꺼운 원단 이송 탁월 | 소음 및 진동, 속도 제한 | 가죽, 패딩, 캔버스 |
| 침송 (Needle Feed) | 톱니 + 바늘 이동 | 미끄러운 원단 밀림 방지 | 극후물 이송력 부족 | 실크, 기능성 스포츠웨어 |
| 종합송 (Compound Feed) | 톱니 + 노루발 + 바늘 | 최강의 이송력, 정밀도 | 기계 구조 복잡, 고가 | 자동차 시트, 소파, 가방 |
¶ 실무 노하우: 현장 트러블슈팅 가이드 (Senior Technician's Note)
- "땀길이가 갑자기 짧아진다":
- 가장 먼저 노루발 압력을 확인하십시오. 압력이 너무 강하면 원단이 눌려 이송 저항이 커지고, 너무 약하면 헛돕니다.
- 그 다음, 이송 캠의 나사 풀림을 확인하십시오. 상하송은 진동이 강해 내부 캠 나사가 미세하게 풀리는 경우가 잦습니다.
- "바늘 구멍이 너무 크게 남는다":
- 바늘 번수(Size)를 낮추기 전, 바늘 끝의 형상(Point Shape)을 확인하십시오. 가죽의 경우 R포인트(Round) 대신 S포인트(Cutting) 바늘을 사용하면 관통 저항을 줄여 기계 부하를 낮출 수 있습니다.
- "밑실 조시가 들쭉날쭉하다":
- 상하송은 대용량 가마를 사용하므로 보빈의 관성(Inertia)이 큽니다. 보빈 케이스 내부에 판스프링(Anti-spin spring)이 제대로 장착되어 있는지 점검하십시오.
- "코너 봉제 시 땀이 튄다":
- 노루발의 교차 높이(Stroke)가 너무 높게 설정되어 있을 수 있습니다. 코너에서는 회전 반경에 따라 노루발이 원단을 누르는 타이밍이 미세하게 어긋나므로, 교차 높이를 최소한으로 낮추어 안정성을 확보하십시오.
¶ 국가별 공장 실무 차이 및 세팅 선호도
- 한국 공장 (KOR):
- 정밀도를 중시하여 Juki DU-1181N 모델을 표준으로 사용하되, 서보 모터의 최소 속도(Minimum RPM)를 낮게 설정하여 정교한 코너링 작업을 선호합니다.
- 용어: '상하송'으로 명확히 구분하며, 종합송(DNU-1541)과는 공정 단가를 다르게 책정합니다.
- 베트남 공장 (VNM):
- 대량 생산 위주로, 속도(spm)를 기계 한계치인 2,500 spm까지 올려 사용하는 경향이 있습니다. 이로 인한 발열 문제를 해결하기 위해 실리콘 오일 탱크(Thread Lubricator) 장착이 필수적입니다.
- 용어: 'Máy cào bơi'라고 부르며, 숙련공들은 노루발 소리만으로도 타이밍 이탈을 감지합니다.
- 중국 공장 (CHN):
- 가성비를 중시하여 Highlead나 Typical 브랜드의 상하송 모델을 대량 운용합니다. 최근에는 자동 사절(Auto-trimmer) 기능이 포함된 일체형 모델 선호도가 높습니다.
- 용어: '同步车(동기차)'라고 부르며, 상하 이송의 동기화 세팅을 가장 중요한 품질 지표로 관리합니다.
¶ 대체 기법 및 소재별 비교: 왜 상하송인가?
- 롤러 노루발(Roller Foot) vs 상하송:
- 롤러 노루발은 곡선 봉제에 유리하지만, 원단을 위에서 '밀어주는' 힘이 부족합니다. 반면 상하송은 노루발이 직접 이송에 참여하므로 직선 합봉 시의 평탄도가 훨씬 뛰어납니다.
- 테플론 노루발 vs 상하송:
- 미끄러운 소재(PVC, 코팅 원단)에서 테플론 노루발은 마찰을 줄여주지만, 원단 두께가 5mm를 넘어가면 이송력이 급격히 떨어집니다. 상하송은 물리적인 '잡고 밀기' 동작을 통해 두께에 상관없는 이송력을 제공합니다.
- 소재별 선택 가이드:
- 극박물(Silk, Chiffon): 상하송 사용 금지 (노루발 압력으로 인한 원단 씹힘 발생).
- 중량물(Denim, Canvas): 상하송 권장 (땀길이 유지 및 바늘 파손 방지).
- 극후물(Leather, Webbing): 종합송(Compound Feed) 권장 (바늘 이송이 추가되어야 바늘 휨 방지 가능).
¶ 관련 항목
- 종합송 (Compound Feed): 톱니, 노루발과 함께 바늘(Needle)까지 동시에 움직여 극강의 이송력을 제공하는 방식. (예: Juki DNU-1541)
- 침송 (Needle Feed): 바늘과 톱니가 함께 움직이며, 주로 얇거나 미끄러운 원단의 밀림 방지에 사용.
- 대용량 가마 (Large Hook): 두꺼운 실을 많이 감기 위해 일반 가마보다 1.6~2배 큰 북집을 사용하는 장치.
- 배럴 가마 (Barrel Shuttle): 극후물용(안전벨트, 가죽 소파 등)에 사용되는 특수 대형 가마.
- DP×17 바늘: 상하송 및 종합송 재봉기의 표준 바늘 시스템으로, 일반 DB×1 바늘보다 바늘대(Shank)가 굵고 강성이 높음.
- SPI (Stitches Per Inch): 인치당 땀수. 중량물에서는 보통 6~10 SPI가 표준임.