
¶ 개요
상하송 미싱(Walking Foot Sewing Machine)은 원단 하단의 톱니(Feed Dog)와 상단의 노루발(Presser Foot)이 기계적으로 동기화되어 원단을 동시에 이송하는 방식의 산업용 재봉기입니다. 일반적인 본봉 미싱(Drop Feed)이 하단 톱니의 마찰력에만 의존하여 원단을 밀어내는 것과 달리, 상하송 미싱은 상단 노루발이 원단을 직접 끌어당김으로써 상하 원단 간의 마찰력 차이로 발생하는 '층 밀림(Ply Shift)' 및 '이세(Ease)' 현상을 근본적으로 해결합니다.
물리적 메커니즘 관점에서 상하송 미싱은 원단의 상면과 하면에 동일한 이송 벡터(Feed Vector)를 전달합니다. 일반 본봉 미싱에서는 노루발이 원단을 아래로 누르는 저항체(Resistance) 역할을 수행하지만, 상하송 미싱에서는 노루발 자체가 능동적인 이송 장치로 변환됩니다. 이는 특히 가죽, 캔버스, 합성 피혁, 패딩 소재 등 두껍거나 표면 마찰 계수가 높은 중량물(Heavy-weight) 봉제 공정에서 제품의 치수 안정성과 스티치의 균일성을 확보하는 데 필수적입니다.
¶ 정의 및 작동 원리
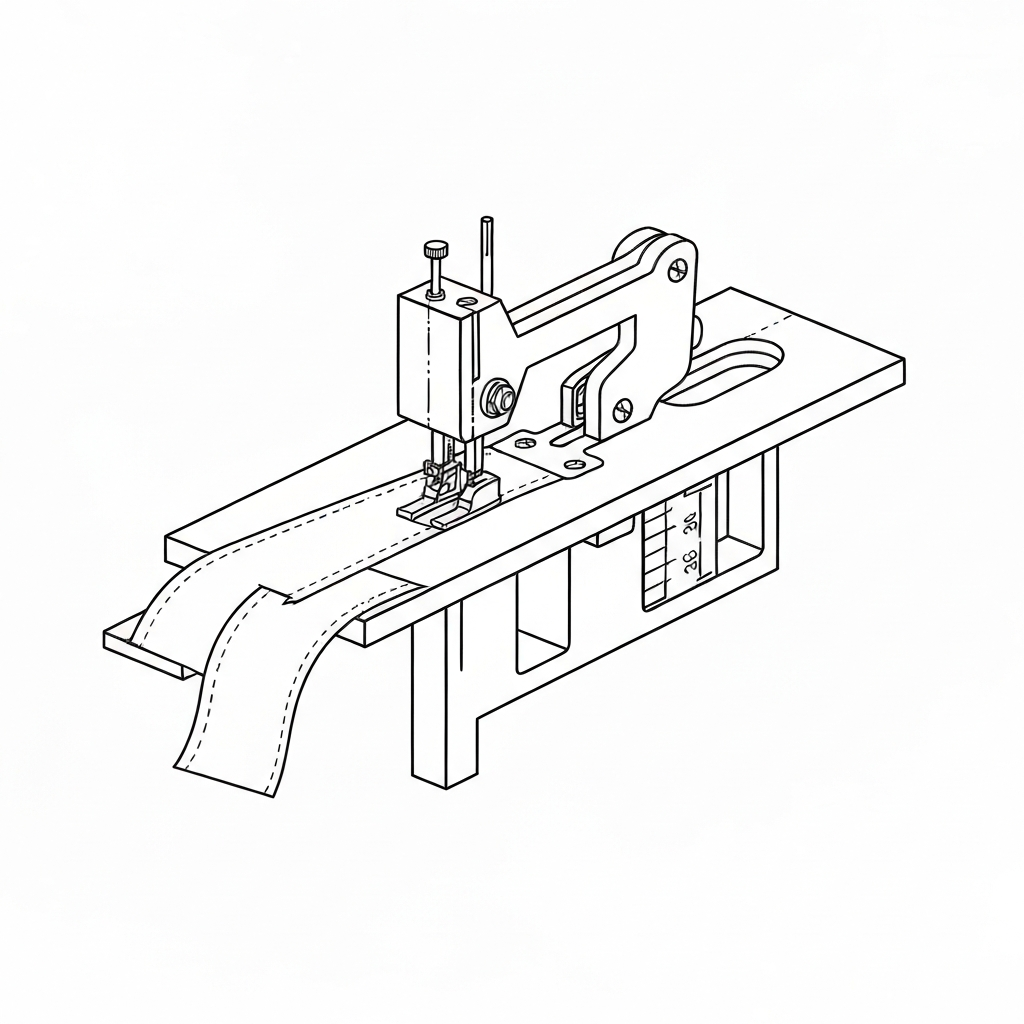
상하송 미싱의 핵심은 '교차식 노루발 메커니즘(Alternating Presser Feet)'에 있습니다. 이 시스템은 내측 노루발(Vibrating Foot)과 외측 노루발(Walking Foot)이 수직 및 수평으로 번갈아 가며 움직이는 구조를 가집니다.
- 내측 노루발 (Vibrating Foot): 바늘과 함께 상하로 움직이며, 바늘이 원단을 관통하는 순간 원단을 고정하여 안정적인 스티치 형성을 돕습니다.
- 외측 노루발 (Walking Foot): 하단 톱니와 기계적으로 연동되어 수평 이동을 수행합니다. 원단을 압착한 상태에서 뒤로 밀어내어 실질적인 이송력을 제공합니다.
이러한 상하 동시 이송 방식은 여러 겹의 원단을 봉제할 때 상판 원단이 밀려 나가는 현상을 억제하며, 특히 시접이 겹치는 단차 구간(Cross Seam)에서도 바늘이 헛돌지 않고 일정한 땀 길이를 유지하게 해줍니다. 19세기 후반 군화 및 마구(Saddle) 제조를 위해 고안된 이 기술은 현대에 이르러 자동차 시트, 항공기 내장재, 고기능성 아웃도어 장비 제조의 표준으로 자리 잡았습니다.
¶ 기술 사양표
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (Lockstitch) | 본봉 / 락스티치 (셔틀 가마 방식) |
| 이송 방식 | 상하송 미싱 (Top and Bottom Feed) | 톱니 + 노루발 연동 |
| 주요 제조사 및 모델 | Juki DU-1181N, Brother DB2-B797, Siruba LE-528 | 중량물 전용 라인업 (검증 완료) |
| 자동 사절 모델 | Juki DU-1181-7 | 자동 사절 및 도메 기능 포함 |
| 바늘 시스템 | DP×17 (135×17) #18 ~ #25 | 두꺼운 바늘대 규격 |
| 땀 길이 (SPI) | 5 - 12 SPI (2.0mm - 5.0mm) | 모델에 따라 최대 9mm 가능 |
| 최대 봉제 속도 | 2,000 - 2,500 spm | 고속보다는 토크(Torque) 중시 |
| 가마 규격 | 수평형 대형 가마 (Large Capacity Hook) | 밑실 교체 빈도 감소 목적 |
| 사용 실 규격 | 코아사 20수/3합 ~ 8수/3합, 본디드 나일론 | 중량물용 고강력사 |
| 밑실 장력 (Towa) | 250mN ~ 350mN (25g ~ 35g) | 소재 및 실 두께에 따라 가변 |
| 노루발 상승 높이 | 기본 7mm / 무릎 리프터 사용 시 13~16mm | 극후물 소재 투입 용이성 |
¶ 주요 적용 분야
상하송 미싱은 일반 의류보다는 내구성과 두께감이 강조되는 산업용 제품군에서 독보적인 성능을 발휘합니다.

- 가죽 제품 및 잡화:
- 가죽 자켓: 암홀(Armhole) 합봉 및 앞마이(Front Placket) 스티치. 가죽은 재봉 후 바늘 구멍이 영구적으로 남으므로 상하송 미싱의 정밀한 이송이 필수적입니다.
- 지갑 및 벨트: 가장자리 엣지 스티치(Edge Stitch). 3~4겹이 겹치는 코너 부위에서도 땀 길이가 줄어들지 않고 일정하게 유지됩니다.
- 가방 및 아웃도어:
- 백팩: 어깨끈(Shoulder Strap)과 본체 연결부의 보강 봉제. 캔버스 4겹과 웨빙 테이프가 겹치는 고중량 구간을 통과할 때 유용합니다.
- 텐트 및 타프: 대형 원단의 장거리 직선 봉제. 원단 무게로 인해 뒤로 처지는 현상을 상단 노루발이 잡아주며 이송합니다.
- 자동차 및 가구 (Upholstery):
- 카시트: 천연 가죽 및 PVC 합성 피혁의 합봉. 입체적인 곡선 부위 봉제 시 상하 원단의 어긋남을 방지합니다.
- 소파 커버: 두꺼운 자카드(Jacquard) 원단이나 벨벳 소재의 파이핑(Piping) 작업.
- 특수 의류:
- 다운 점퍼(패딩): 지퍼 부착부 및 소매 시보리 연결. 충전재로 인해 부풀어 오른 원단을 상하에서 압착하며 이송하여 지퍼가 우는 현상을 방지합니다.
- 데님: 웨이스트밴드(Waistband) 끝단 처리 및 요크(Yoke) 부위의 두꺼운 시접 통과.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 층 밀림 (Ply Shift / 이세 발생) - 현상: 봉제 후 상판 원단이 하판보다 길게 남음. - 원인: 상단 노루발과 하단 톱니의 압력 불균형 또는 이송 캠(Feed Cam)의 타이밍 부적절. - 해결: 노루발 압력 조절 나사를 조정하여 상단 압력을 강화하고, 이송 캠의 타이밍을 재설정하여 상하 동기화를 확인합니다.
- 땀 뜀 (Skipped Stitches / 메카도비) - 현상: 스티치가 형성되지 않고 실이 건너뜀. - 원인: 두꺼운 원단 통과 시 바늘 휨 또는 가마 끝(Hook Point)과 바늘 사이의 간격 과다. - 해결: DP×17 규격의 새 바늘로 교체하고, 바늘과 가마의 간격을 0.05~0.1mm로 재조정합니다. 바늘대 높이가 규격 내에 있는지 게이지로 확인합니다.
- 노루발 자국 (Foot Marks / 아토) - 현상: 원단 표면에 노루발의 톱니 모양이나 눌림 자국이 선명함. - 원인: 민감한 가죽이나 원단에 노루발 압력이 너무 강하거나 톱니가 너무 날카로움. - 해결: 테플론(Teflon) 소재 노루발로 교체하거나, 톱니의 높이를 낮추고 압력을 최소화합니다. 가죽 전용 고무 코팅 노루발 사용을 권장합니다.
- 실 끊어짐 (Thread Breakage / 이토기레) - 현상: 봉제 중 윗실이 빈번하게 끊어짐. - 원인: 고속 봉제 시 바늘 열에 의한 실 녹음 또는 가마 내부의 보풀 고착. - 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일 도포, 가마 내부 청소 및 급유 점검을 실시합니다.
- 땀 길이 불일치 (Irregular Stitch Length) - 현상: 평지에서는 땀이 일정하나 두꺼운 구간에서 땀이 좁아짐. - 원인: 노루발 교차 높이(Walking Amount) 설정 오류로 인해 단차 구간에서 이송력 저하. - 해결: 상단 다이얼을 조절하여 내외측 노루발의 교차 높이를 원단 두께에 맞게 상향 조정합니다.
¶ 품질 검사 및 관리 기준 (QC)
- 이송 일치성: 봉제 완료 후 상하 원단의 끝단 차이가 1.5mm 이내여야 합니다 (원단 길이 500mm 기준).
- 스티치 균일도: 단차 구간(시접이 겹치는 곳) 통과 시 땀 길이가 평지 대비 80% 이상의 길이를 유지해야 합니다.
- 장력 밸런스: 윗실과 밑실의 결절점이 원단 두께의 1/2 지점에 위치해야 하며, 가죽의 경우 결절점이 겉으로 드러나지 않아야 합니다. Towa 장력계로 밑실 장력을 상시 모니터링합니다.
- 표면 손상: 원단 표면에 노루발에 의한 긁힘, 눌림 자국, 또는 톱니에 의한 원단 뜯김이 없어야 합니다. 특히 스웨이드나 누벅 가죽의 경우 기모 손상 여부를 엄격히 검사합니다.
- 바늘 구멍 적정성: 바늘 번수가 너무 커서 원단에 불필요하게 큰 구멍이 생기지 않았는지 확인합니다.
¶ 현장 용어 및 은어 (Glossary)
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국어 | 상하송 미싱 | 노루발과 톱니가 같이 움직이는 방식의 표준 명칭 |
| 한국어 | 총합송 | 바늘, 노루발, 톱니가 모두 움직이는 방식 (Unison Feed)과 혼용 주의 |
| 일본어 | 조게오쿠리 (上下送り) | 상하송 미싱의 일본식 표현, 현장에서 '조게'라고 줄여 부름 |
| 일본어 | 아토 (跡) | 노루발이나 톱니에 의해 원단에 남는 자국 |
| 베트남어 | Máy cào bơi | '긁으며 헤엄치는 기계'라는 뜻으로 상하송 미싱을 지칭 |
| 중국어 | 同步车 (Tóngbù chē) | '동기화된 기계'라는 뜻으로 상하송/총합송을 통칭 |
| 영어 | Walking Foot | 서구권에서 상하송 미싱을 지칭하는 일반적인 용어 |
| 현장 은어 | 이세 (Ease) | 상하 원단의 이송 차이로 인해 생기는 주름이나 여유분 |
| 현장 은어 | 메카도비 | 땀 뜀(Skipped Stitch) 현상을 일컫는 일본식 잔재 용어 |
¶ 장비 세팅 가이드 (Technical Setup)
- 바늘 및 실 매칭: 상하송 미싱은 주로 20수/3합 이상의 굵은 실을 사용하므로 DPx17 #21 이상의 바늘이 표준입니다. 실 두께의 약 3~4배가 바늘 구멍 크기와 일치해야 원활한 루프 형성이 가능합니다.
- 노루발 교차량 설정: 기계 상단의 조절 다이얼을 통해 내외측 노루발이 들리는 높이를 결정합니다. 일반 평지에서는 3mm, 단차 구간에서는 5mm 이상으로 설정하는 것이 기술적 노하우입니다.
- 톱니 높이 조정: 중량물 봉제 시 톱니가 침판 위로 1.0mm ~ 1.2mm 정도 올라오도록 설정합니다. 너무 높으면 원단 손상이 발생하고, 낮으면 이송력이 부족해집니다.
- 급유 시스템 관리: 상하송 미싱은 가동 부품이 많아 마찰열이 심합니다. 오일 탱크 유량을 확인하고, 가마(Hook) 부위에는 매일 아침 한 방울의 오일을 직접 수동 급유하는 것이 기계 수명 연장에 필수적입니다.
- 노루발 압력 최적화: 원단이 들리지 않을 정도의 최소 압력을 유지하여 '아토(자국)'를 방지합니다. 압력 조절 나사를 끝까지 조인 후 반바퀴씩 풀면서 최적점을 찾습니다.
¶ 공정 흐름도 (Process Flow)
¶ 관련 항목 및 확장 개념
- 총합송 미싱 (Unison Feed): 바늘까지 함께 움직이는 방식으로, 상하송 미싱보다 이송력이 더욱 강력하여 극후물(Extra Heavy) 봉제에 사용됩니다. Juki LU-1508N 모델이 대표적입니다.
- 침송 미싱 (Needle Feed): 바늘과 톱니만 움직이는 방식으로, 얇은 원단의 미끄러짐 방지에 특화되어 있습니다.
- 대형 가마 (Large Hook): 굵은 실을 사용하는 상하송 미싱의 특성상 보빈의 실 용량을 키운 장치입니다. 일반 가마 대비 약 1.6배~2배의 실을 감을 수 있습니다.
- 서보 모터 (Servo Motor): 정밀한 속도 제어와 강력한 관통력을 위해 고토크 서보 모터 채택이 필수적입니다. 바늘 위치 검출기(Synchronizer)를 통해 바늘 정지 위치를 제어합니다.
¶ 국가별 공장 실무 및 세팅 차이
- 한국 공장: 숙련된 기술자들이 기계의 소리만으로도 타이밍 어긋남을 감지합니다. 주로 Juki와 Brother 정품을 선호하며, 노루발의 좌우 균형을 극도로 정밀하게 맞추는 경향이 있습니다. "조게"라는 용어가 일상적으로 사용됩니다.
- 베트남 공장: 대규모 라인 생산이 주를 이루므로 유지보수가 용이한 표준 세팅을 선호합니다. 최근에는 자동 사절 기능이 포함된 상하송 미싱(예: Juki DU-1181-7) 도입이 급증하고 있으며, 현지 기술자들은 이를 'Máy cào bơi'라고 부르며 이송력 조절에 집중합니다.
- 중국 공장: 가성비가 뛰어난 자국 브랜드(Typical, Jack, Hikari 등)를 광범위하게 사용합니다. 가방 공장에서는 기계를 개조하여 극단적으로 굵은 실(0번 실 등)을 사용할 수 있도록 가마와 침판을 가공해 쓰는 '커스텀 세팅'이 흔하며, 이를 '同步车(Tóngbù chē)'라 칭합니다.
¶ 실전 유지보수 노하우 (Senior Technician's Note)
- 가마 타이밍(Hook Timing): 상하송 미싱은 두꺼운 바늘을 사용하므로 가마 끝(Hook Point)이 쉽게 마모됩니다. 바늘이 최하점에서 2.0mm~2.5mm 상승했을 때 가마 끝이 바늘 중심에 오도록 맞추는 것이 정석입니다. 이때 바늘과 가마 사이의 간격은 0.05~0.1mm가 적당합니다.
- 노루발 교차 타이밍: 내측 노루발과 외측 노루발이 공중에서 교차하는 지점이 침판 면에서 약 1mm 높이일 때 가장 부드러운 이송이 가능합니다. 이 타이밍이 틀어지면 소음이 심해지고 땀 길이가 불규칙해집니다.
- 톱니 마모 관리: 캔버스나 데님 같은 거친 원단을 장시간 봉제하면 톱니의 날이 무뎌집니다. 6개월 단위로 톱니 상태를 점검하여 교체해야 원단 밀림을 방지할 수 있습니다.
- 실 채기(Take-up Lever) 스프링: 굵은 실을 사용할 때는 실 채기 스프링의 장력을 높여야 실이 가마에서 빠져나올 때 채임이 확실해져 밑실 엉킴을 방지할 수 있습니다.
¶ 소재별 권장 세팅 수치 (미검증 데이터 포함)
| 소재 종류 | 바늘 번수 (DPx17) | 실 규격 (수/합) | 권장 SPI | 노루발 압력 | 밑실 장력(Towa) |
|---|---|---|---|---|---|
| 천연 소가죽 (1.5mm) | #21 ~ #23 | 20/3 ~ 16/3 | 6 - 7 | 중간 | 280mN |
| 합성 피혁 (PU/PVC) | #19 ~ #21 | 30/3 ~ 20/3 | 8 - 9 | 약함 (테플론 권장) | 250mN |
| 헤비 캔버스 (18oz) | #22 ~ #24 | 16/3 ~ 8/3 | 5 - 6 | 강함 | 320mN |
| 나일론 웨빙 (Strap) | #23 ~ #25 | 본디드 8/3 | 7 - 8 | 매우 강함 | 350mN |
| 다운 점퍼 원단 | #16 ~ #18 | 40/2 ~ 30/3 | 10 - 12 | 매우 약함 | 200mN |
¶ 기계적 동기화 및 캠 구조 (Advanced Mechanics)
상하송 미싱의 이송력은 주축(Main Shaft)에서 전달되는 회전 운동을 수평 및 수직 운동으로 변환하는 캠(Cam)과 편심 로드(Eccentric Rod)의 정밀도에 의해 결정됩니다. 상단 이송 암(Top Feed Arm)은 하단 이송 축과 링크로 연결되어 있어, 하단 톱니가 움직이는 거리만큼 상단 노루발이 정확히 동일한 궤적을 그리며 이동하게 됩니다.
이 링크 기구에 유격(Play)이 발생하면 상하 이송량이 불일치하게 되며, 이는 곧 제품의 치수 불량으로 이어집니다. 따라서 정기적으로 링크 부위의 나사 조임 상태와 부싱(Bushing)의 마모 상태를 점검하는 것이 시니어 기술자의 핵심 업무입니다. 특히 고속 가동 시 발생하는 진동으로 인해 이송 조절 다이얼의 고정 나사가 풀리는 경우가 많으므로 주의 깊은 관찰이 필요합니다.
¶ 환경 및 안전 관리 (HSE)
상하송 미싱은 강력한 토크를 발생시키므로 작업자의 안전 사고 예방이 중요합니다. - 벨트 가드 설치: 고토크 모터의 회전 부위에 손가락이 끼이지 않도록 반드시 벨트 가드를 장착해야 합니다. - 눈 보호대(Eye Guard): 두꺼운 원단 봉제 시 바늘 파손 파편이 튈 위험이 높으므로 투명 보호대 설치를 권장합니다. - 소음 관리: 상하송 미싱 특유의 타격 소음은 작업자의 청력에 영향을 줄 수 있으므로, 기계 하부에 방진 고무를 설치하고 정기적인 급유를 통해 소음을 80dB 이하로 유지해야 합니다. - 바늘 교체 주기: 중량물 작업 시 바늘 끝의 미세한 굴곡은 원단 손상과 실 끊어짐의 주원인입니다. 육안으로 확인되지 않더라도 8시간 가동 후에는 바늘 교체를 원칙으로 합니다.
¶ 실전 트러블슈팅 사례 연구 (Case Study)
- 사례 A: 가죽 합봉 시 하판 원단만 짧아지는 현상
- 진단: 하단 톱니의 이송량은 정상이나, 상단 노루발의 압력이 너무 강해 상판 원단을 과도하게 억제함.
- 조치: 노루발 압력을 20% 감소시키고, 상단 이송 캠의 전진 타이밍을 0.5mm 앞당겨 상하 동기화를 재조정함.
- 사례 B: 8수 굵은 실 사용 시 밑실 엉킴(Bird's Nest)
- 진단: 굵은 실의 저항으로 인해 보빈 케이스 내에서 실이 원활하게 풀리지 않음.
- 조치: 대형 가마 전용 보빈 케이스로 교체하고, Towa 장력계를 사용하여 밑실 장력을 300mN으로 고정. 실 채기 스프링의 가동 범위를 5mm 확대하여 실 채임력을 강화함.
- 사례 C: 자동 사절 후 윗실 빠짐 현상 (Juki DU-1181-7)
- 진단: 사절 후 남은 실의 길이가 너무 짧거나, 와이퍼(Wiper) 작동 타이밍이 맞지 않음.
- 조치: 파라미터 설정을 통해 사절 후 잔사 길이를 12mm로 조정하고, 전자식 장력 해제 장치(Tension Release)의 작동 시점을 점검함.
상하송 미싱의 정밀한 세팅과 유지보수는 고품질 중량물 제조의 핵심 경쟁력이며, 기술자의 숙련도에 따라 제품의 완성도가 결정됩니다. 정기적인 게이지 점검과 소재별 데이터베이스 구축을 통해 공정 안정성을 확보해야 합니다.