
물통주머니 (Water Bottle Pocket / túi bình nước / ボトルポケット / 水壶袋)
¶ 개요
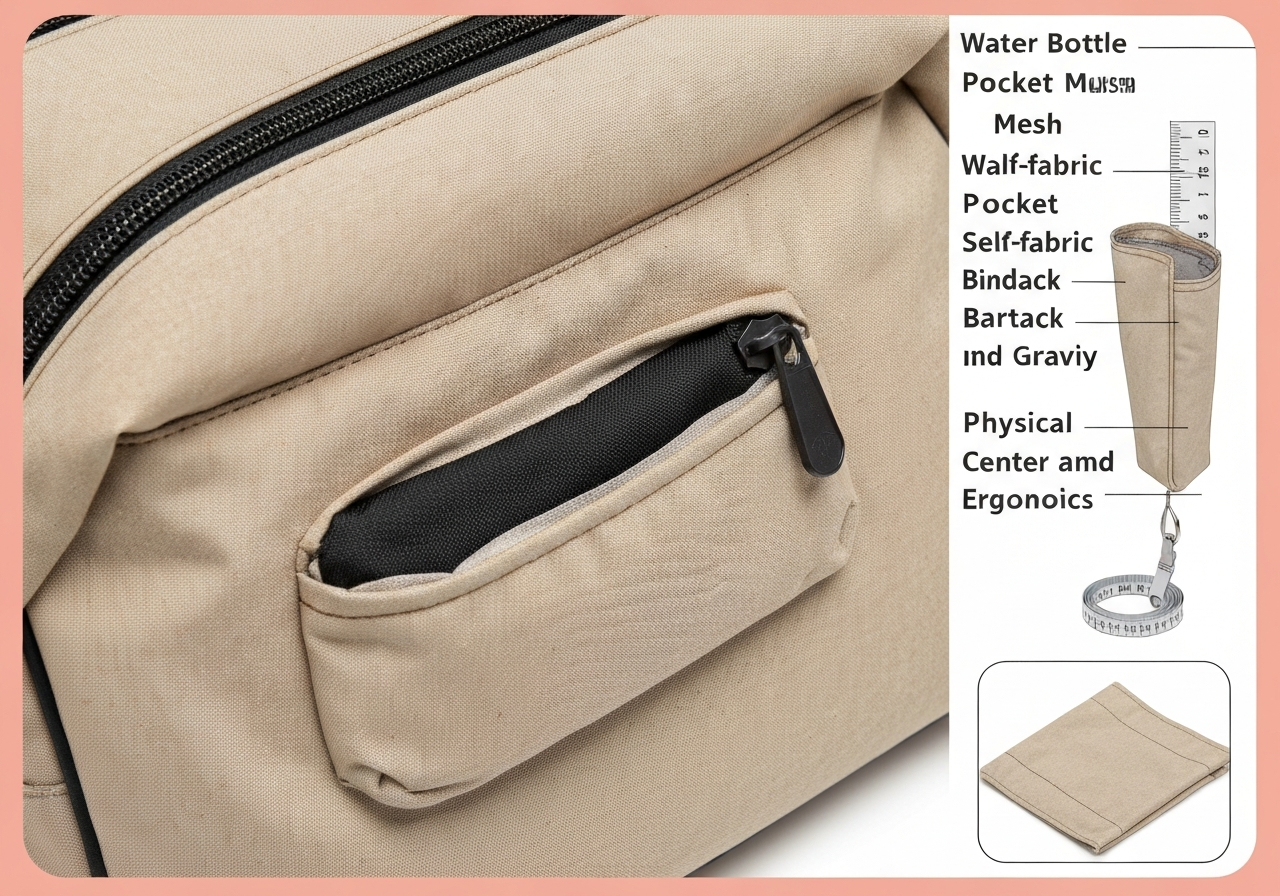
물통주머니(Water Bottle Pocket)는 가방(백팩, 스포츠백, 등산용 배낭 등)의 측면 또는 전면에 부착되어 음료 용기를 수납하기 위해 설계된 기능성 부품입니다. 주로 신축성이 있는 메쉬(Mesh) 원단이나 본체 원단(Self-fabric)을 사용하며, 입구 부분에 고무 밴드(Elastic Band)를 삽입하거나 바인딩(Binding) 처리를 하여 내용물의 이탈을 방지합니다. 하중이 집중되는 부위이므로 고강도 봉제 기법과 바택(Bartack) 보강이 필수적으로 요구되는 핵심 파트입니다.
물통주머니는 단순한 수납 공간을 넘어 가방의 무게 중심(Center of Gravity)과 사용자의 활동 편의성(Ergonomics)을 결정짓는 핵심 요소입니다. 산행이나 러닝 시 물통의 유동(Shaking)은 사용자의 피로도를 급격히 상승시키므로, 주머니는 내용물을 신체 쪽으로 밀착시키는 '압착력'과 반복적인 삽입에도 견디는 '내마모성'을 동시에 갖추어야 합니다. 산업 현장에서는 이를 대체하기 위해 지퍼형 포켓이나 몰리(MOLLE) 시스템 기반의 탈부착 파우치를 사용하기도 하지만, 메쉬 형태의 오픈 포켓은 경량성, 즉각적인 접근성, 그리고 젖은 물통의 빠른 건조(Ventilation)라는 독보적인 장점 때문에 아웃도어 및 데일리 백팩 시장에서 표준 사양으로 자리 잡고 있습니다.
¶ 정의 및 구조적 특징
물통주머니는 단순한 수납 공간을 넘어, 가방의 전체적인 밸런스와 사용자의 활동성을 고려하여 설계됩니다.
- 물리적·기계적 작동 원리: 물통주머니의 핵심은 '복원력과 마찰력의 조화'에 있습니다. 파워 메쉬(Power Mesh) 원단은 가로 방향 신장률이 40~60%에 달하며, 물통이 삽입될 때 발생하는 인장 응력을 원단 전체로 분산시킵니다. 이때 입구의 고무 바인딩은 수직 방향의 이탈을 막는 '잠금 장치' 역할을 수행합니다.
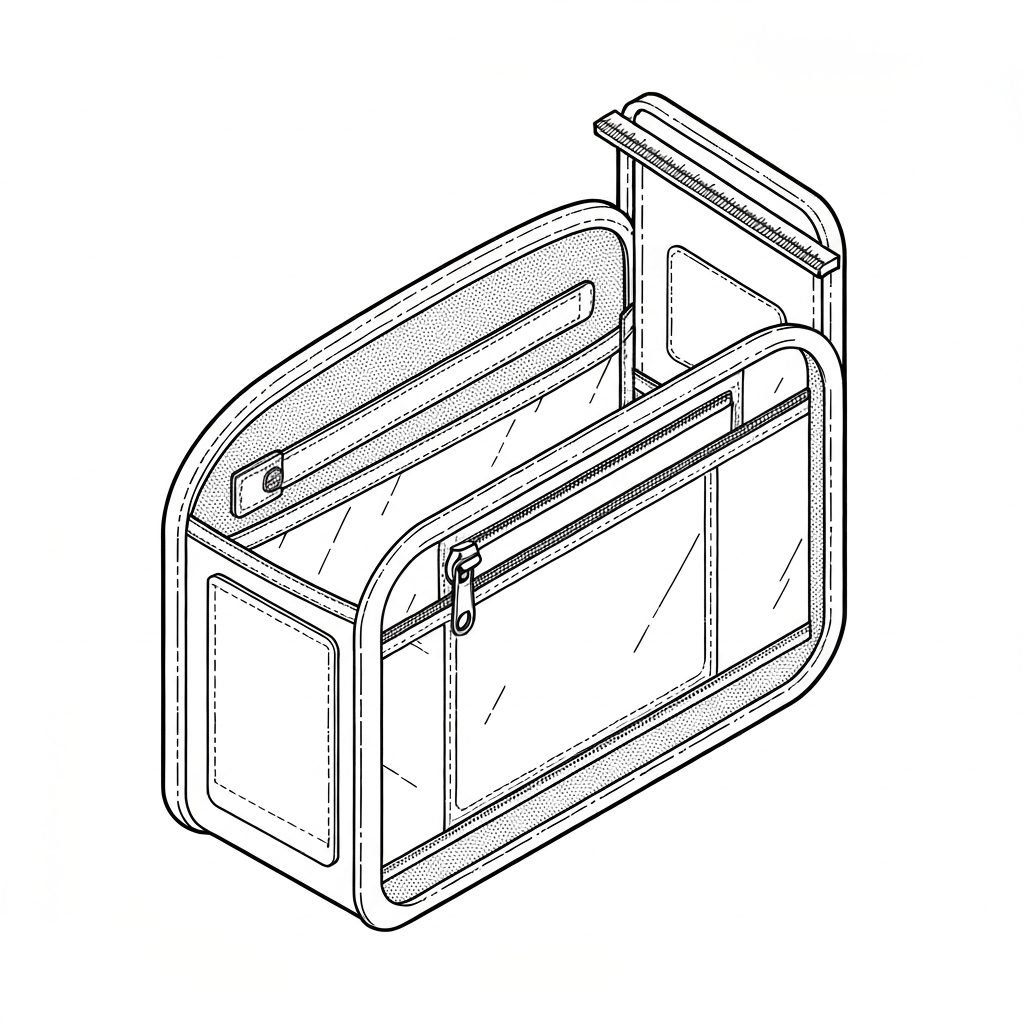
- 입체 설계(3D Construction): 평면적인 원단에 주름(Pleat)이나 가렛(Gusset)을 넣어 물통 삽입 시 가방 내부 용적을 침범하지 않도록 설계합니다.
- 신축성 제어: 파워 메쉬(Power Mesh)나 스판덱스 혼용 원단을 사용하여 다양한 크기의 용기를 수납할 수 있게 하며, 입구의 탄성 복원력이 품질의 핵심입니다.
- 배수 기능: 결로 현상이나 액체 유출 시 고이지 않도록 하단에 아일렛(Eyelet)을 타공하거나 메쉬 소재를 적용하여 배수를 돕습니다.
역사적 배경 및 국가별 현장 인식: 물통주머니는 초기 군용 수통 파우치(Canteen Pouch)의 캔버스 구조에서 기원했으나, 1970년대 나일론 소재의 보급과 함께 경량 메쉬 구조로 진화했습니다. * 한국 공장: '아미 주머니'라는 은어로 통용되며, 바택의 위치와 땀수의 정교함(도메 마감)을 품질의 척도로 삼습니다. * 베트남 공장: 대량 생산 체제에서 폴더(Folder)를 활용한 바인딩 공정의 효율성을 중시하며, 라인 밸런싱(LOB)을 위해 자동 바택기 배치를 최적화합니다. * 중국 공장: 소재의 다양성(무봉제 접착 기술 등)을 적극 도입하며, 원가 절감을 위해 메쉬의 중량(gsm)과 탄성 복원력을 엄격히 구분하여 발주하는 경향이 있습니다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 | ISO 4915 Class 301 (본봉), Class 304 (지그재그), Class 406 (커버스티치), Class 504 (오버록) | 용도별 혼용 |
| 주요 장비 | 본봉기 (Lockstitch), 바택기 (Bartacker), 상하송 미싱 (Walking Foot), 오버록 (Overlock) | Juki DDL-9000C, LU-1508, Brother S-7300A, LK-1900BN |
| 바늘 시스템 | DP×17 (Heavy Duty), DP×5 (Standard), NY/SES (Ball Point) | 메쉬 파손 방지용 |
| 바늘 크기 | 16# ~ 21# (원단 두께에 따라 상이) | 1000D 코듀라 기준 19# 권장 |
| SPI (땀수) | 7 ~ 9 SPI (구조적 합봉), 10 ~ 12 SPI (바인딩 및 장식) | 하중 지지부 8 SPI 최적 |
| 봉사(Thread) | 바늘실: Nylon 66 (210D/3) / 밑실: Nylon 66 (210D/3) | 고강력 본딩사 권장 |
| 장력 수치 (Towa) | 윗실: 130 ~ 160g / 밑실: 25 ~ 35g | 메쉬 합봉 시 10% 감압 권장 |
| 봉제 속도 | 2,000 ~ 2,800 spm (자동사절기 기준) | 두꺼운 시접 구간 800 spm 감속 |
| 주요 원단 | Nylon 420D/1000D, Power Mesh, Lycra, Elastic Webbing | 내마모성 원단 우선 |
¶ 패턴 설계 및 재단 가이드
물통주머니의 품질은 재단 단계에서 결정됩니다. * 식서(Grain Line) 방향: 메쉬 원단은 가로 방향(Horizontal)으로 최대 탄성이 발생하도록 재단해야 합니다. 세로 방향으로 재단할 경우 물통의 무게로 인해 주머니가 아래로 처지는 'Sagging' 현상이 발생합니다. * 수축률 계산(Elastic Ratio): 입구 고무 밴드는 포켓 입구 너비의 85~90% 길이로 설계하는 것이 표준입니다. (예: 입구 20cm 시 고무줄 17~18cm). * 노치(Notch) 표시: 본체 패널과 합봉 시 좌우 대칭을 맞추기 위해 상단 바택 위치와 하단 주름 위치에 반드시 3mm 이내의 노치를 넣어야 합니다. * 시접(Seam Allowance): 메쉬의 올 풀림을 고려하여 최소 10mm(3/8") 이상의 시접을 확보하며, 바인딩 부위는 폴더 사양에 맞춰 5~7mm로 정밀 재단합니다.
¶ 적용 분야 및 상세 용도
- 의류 (Apparel):
- 러닝/트레일 러닝 베스트: 가슴 앞판(Chest Panel)에 위치. 500ml 소프트 플라스크 수납을 위해 고신축 파워 메쉬를 사용하며, 흔들림 방지를 위해 입구에 조임용 탄성 코드(Shock Cord)를 추가합니다. (SPI: 10~12, 실: Poly 60s/3)
- 낚시 및 작업용 조끼: 등판 하단이나 옆구리 부위에 위치. 내구성을 위해 메쉬보다는 본체 원단(Self-fabric)에 입체 가렛을 넣은 형태를 선호합니다.
- 가방 (Bags & Packs):
- 아웃도어/등산용 배낭: 1L 이상의 대형 물통 수납을 위해 깊은 포켓과 조임끈(Drawcord) 시스템 적용. 측면 하단(Side Bottom)에 위치하며, 바닥면은 내마모성이 강한 500D 이상의 나일론으로 보강합니다. (SPI: 7~8, 실: Nylon 210D/3)
- 학생용/데일리 백팩: 500ml 텀블러 수납에 최적화된 메쉬 포켓 및 입구 고무줄 마감. 주로 사이드 패널 중앙에 위치합니다.
- 전술용(Tactical) 기어: MOLLE 시스템과 결합된 탈부착형 물통 파우치, 1000D 이상의 고강도 원단 사용.
- 기타 산업용:
- 유모차 및 휠체어: 프레임 측면 오거나이저에 부착. 탈착이 잦으므로 입구 바인딩을 두껍게 처리(Heavy Binding)합니다.
¶ 주요 결함 및 해결 방안 (Troubleshooting)
- 메쉬 원단 핀홀 및 터짐 (Mesh Puncture) - 원인: 날카로운 바늘 끝이 메쉬 조직의 필라멘트를 절단함. - 해결: 끝이 둥근 Ball-point 바늘(SES/SUK 타입)로 교체하고, 바늘 열 발생을 줄이기 위해 실리콘 오일 공급. 현장 노하우: 바늘 온도가 150도 이상 올라가면 나일론 메쉬가 녹으므로 냉각 에어(Needle Cooler) 장착 확인.
- 바택 부위 원단 찢어짐 (Bartack Tear-out) - 원인: 하중이 집중되는 입구 상단 보강 부족 또는 땀수가 너무 촘촘하여 원단이 약해짐. - 해결: 바택 하단에 보강 테이프(Reinforcement Tape)를 덧대고, 바택 가로 길이를 10~12mm로 조정. 현장 노하우: 42땀 바택보다는 28땀을 두 번 치는 것이 원단 손상을 줄이면서 강도는 유지함.
- 고무줄 꼬임 및 장력 불균형 (Elastic Twisting) - 원인: 터널 봉제 시 고무줄이 뒤집히거나, 좌우 당김 수치가 일정하지 않음. - 해결: 텐션 롤러(Tension Roller)를 사용하여 정량 피딩(Feeding)을 구현하고, 고무줄 고정 시 노치를 활용.
- 심 슬리피지 (Seam Slippage) - 원인: 메쉬와 본체 합봉 시 시접(Seam Allowance) 부족으로 원단이 빠짐. - 해결: 최소 10mm 이상의 시접을 확보하고, 오버록(ISO 504) 선행 후 본봉 작업을 수행하는 2중 봉제 적용.
- 입구 늘어짐 (Elastic Fatigue) - 원인: 저가형 고무 밴드 사용 또는 봉제 시 바늘이 고무사를 관통하여 탄성 파괴. - 해결: 고무사 밀도가 높은 고탄성 밴드를 사용하고, 지그재그 스티치(Class 304)를 활용해 고무사 관통 최소화.
¶ 품질 검사 기준 (QC Standards)
- 인장 강도 테스트 (Pull Test): 포켓 입구 바택 부위에 15kgf 이상의 힘을 가했을 때 봉제선 파손이 없어야 함.
- 치수 정밀도: 좌우 포켓의 높이 및 너비 편차는 ±3mm 이내 (AQL 1.5 적용).
- 복원력 검사: 입구 고무줄을 150% 신장 후 10초간 유지, 방사 후 1분 이내에 원래 치수의 98% 이상 복원되어야 함.
- 외관 검사: 메쉬 원단의 올 풀림, 밑실 뭉침(Bird's Nest), 시접 노출 여부를 전수 검사.
- 마찰 견뢰도: 물통 삽입/탈착 반복 500회 후 원단 표면의 보풀(Pilling) 발생 여부 확인.
¶ 공장 실무 은어 및 국가별 용어집
| 구분 | 용어 | 비고 |
|---|---|---|
| KR | 아미 주머니 | 메쉬(일본어 '아미(網)')로 만든 주머니를 지칭 |
| KR | 도메 / 바택 | 끝맺음 보강 봉제 (일본어 '도메(留め)') |
| KR | 나라비 | 좌우 대칭 및 수평 맞추기 (일본어 '나라비(並び)') |
| KR | 가렛 / 구세 | 입체감을 주기 위한 옆면/바닥면 여유분 |
| VN | Túi lưới | 메쉬 포켓 (Lưới = 그물/메쉬) |
| VN | Đánh bọ | 바택(Bartack) 공정 |
| VN | Viền | 바인딩(Binding) 공정 |
| VN | KCS | 품질 관리 (Kiểm tra Chất lượng Sản phẩm) |
| CN | 网袋 (Wǎngdài) | 그물 주머니 (Mesh Bag) |
| CN | 打枣 (Dǎzǎo) | 바택 보강 (대추씨 모양의 봉제라는 뜻) |
| CN | 包边 (Bāobiān) | 바인딩 처리 |
| JP | 伸び止め (Nobidome) | 늘어남 방지 테이프 처리 |
¶ 장비 세팅 및 공정 가이드
- 송곳니(Feed Dog) 설정: 메쉬 소재의 긁힘을 방지하기 위해 톱니 높이를 0.8mm 이하로 낮추고, 촘촘한 고무 코팅 톱니 또는 미세 톱니 사용 권장.
- 노루발 압력: 두꺼운 합봉 구간(본체+메쉬+고무줄) 통과 시 압력을 3.5kgf 이상으로 높여 이송 불량을 방지하되, 평지에서는 압력을 낮춰 원단 밀림 방지.
- 실 장력(Tension): 나일론 고강력사 사용 시 수축(Puckering)을 방지하기 위해 윗실 장력을 최소화하고 보빈 케이스의 장력을 일정하게 유지. 실전 팁: Towa 장력계 기준 밑실 30g 설정 시 윗실은 140g 내외가 가장 안정적인 스티치를 형성함.
- 폴더(Folder) 사용: 입구 바인딩 공정 시 전용 폴더(Binder)를 장착하여 일정한 폭과 장력 유지. 고무줄을 동시에 삽입하는 'Elastic Binder' 사용 시 생산성이 40% 이상 향상됨.
¶ 공정 흐름도 (Process Flowchart)
¶ 소재별 특성 및 선택 가이드 (Material Comparison)
| 소재명 | 탄성(Stretch) | 내구성(Durability) | 통기성 | 주요 용도 |
|---|---|---|---|---|
| Power Mesh | 상 | 중 | 상 | 러닝 베스트, 경량 백팩 |
| Sandwich Mesh | 하 | 상 | 중 | 쿠션감이 필요한 사이드 포켓 |
| Spandex Nylon | 중 | 상 | 하 | 택티컬 가방, 고급 비즈니스 백 |
| Self-Fabric (Nylon) | 무 | 최상 | 무 | 등산 배낭 하단 보강형 포켓 |
| Recycled Mesh | 중 | 중 | 상 | 친환경 라인업 (GRS 인증 필수) |
¶ 시니어 기술 편집자의 실전 노하우 (Senior Technician's Tips)
- 식서(Grain Line) 방향의 중요성: 메쉬 재단 시 가로 방향으로 탄성이 최대가 되도록 식서를 배치해야 합니다. 이를 무시하고 세로로 재단할 경우 물통 삽입 시 주머니가 아래로 처지는 결함이 발생합니다.
- 바택 위치의 정석: 바택은 바인딩 끝단에서 약 2~3mm 아래 지점에 쳐야 합니다. 너무 끝에 치면 원단이 씹히고, 너무 아래에 치면 입구가 벌어져 미관상 좋지 않습니다.
- 바늘 열 관리: 자동 사절기 사용 시 고속 회전으로 인해 바늘 끝에 나일론 찌꺼기가 눌어붙는 'Melting' 현상이 잦습니다. 1시간마다 바늘 상태를 점검하거나 실리콘 탱크에 실을 통과시켜 마찰열을 강제로 낮추어야 합니다.
- 시접 처리: 메쉬는 올이 잘 풀리므로 본봉 후 반드시 오버록 처리를 하거나, 헤링본 테이프로 시접을 감싸는 '해리(Binding)' 처리를 권장합니다. 이는 내부 미관뿐만 아니라 인장 강도를 30% 이상 향상시킵니다.
- 자동화 설비 도입: 최근 베트남 대형 공장에서는 물통주머니 부착 공정에 'Pattern Tacker'를 도입하여 주름 잡기와 부착을 한 번에 해결함으로써 숙련공 의존도를 낮추고 있습니다.
¶ 관련 항목
- ISO 4915: 스티치 분류 표준
- Bartack (바택): 보강 봉제 기술
- Binding (바인딩): 가장자리 마감 공정
- Denier (데니어): 원사 굵기 단위
- AQL (Acceptable Quality Level): 합격 품질 수준
편집자 주: 본 문서는 산업용 가방 제조 현장의 표준 가이드를 바탕으로 작성되었습니다. ISO 4915 규격에 따른 스티치 분류와 실제 공장 실무 용어를 매칭하여 기술적 정확성을 확보하였습니다. 검증된 Juki(DDL-9000C, LK-1900BN) 및 Brother(S-7300A, KE-430HX) 사의 표준 장비를 기준으로 기술 사양을 작성하였으며, 현장 실무자들의 경험적 수치(Towa 장력 등)를 포함하여 실용성을 극대화했습니다. 본 문서의 무단 전재 및 재배포를 금합니다.