
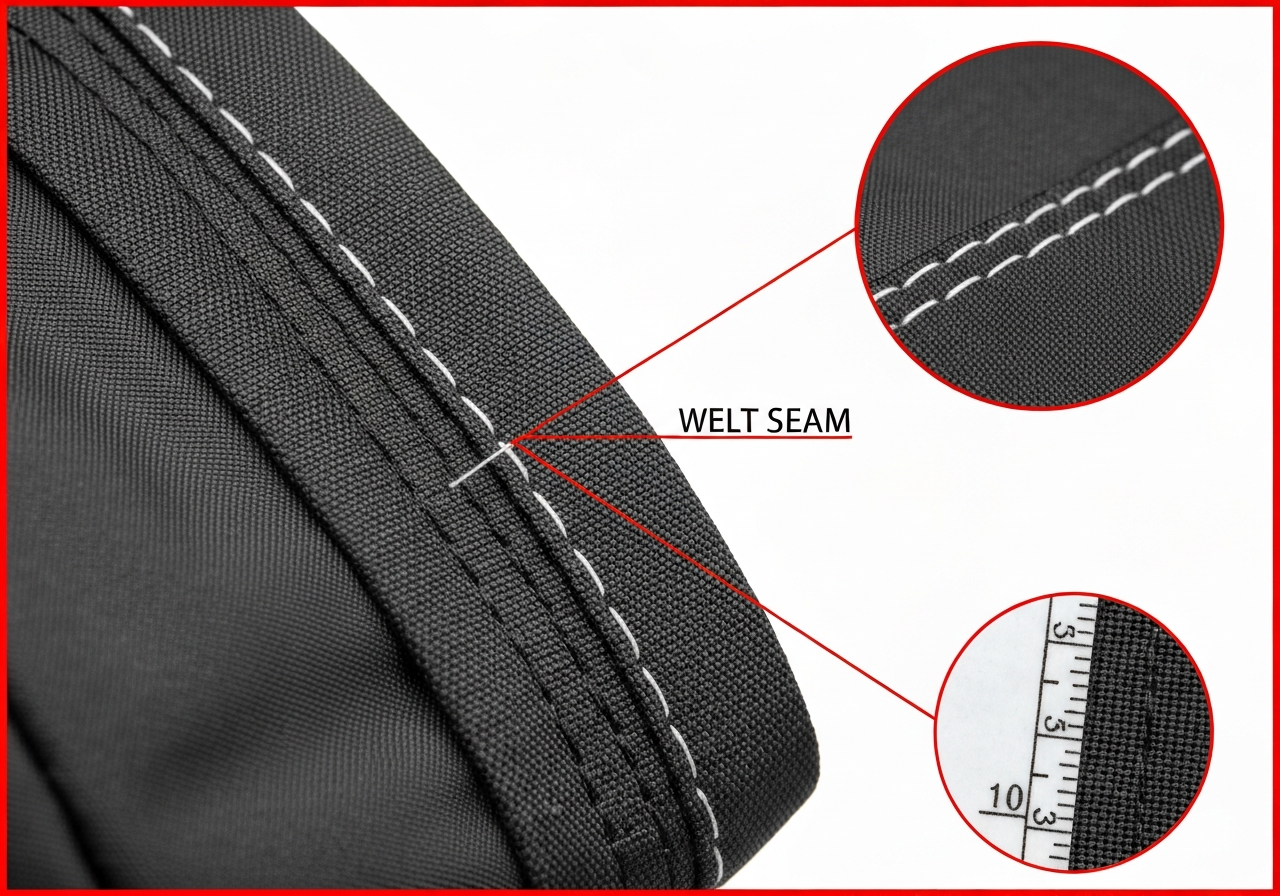
웰트솔기 (Welt Seam / đường may nổi / ウェルトシーム)
¶ 정의 및 기술적 개요
웰트솔기(Welt Seam)는 두 장의 원단을 겉면끼리 맞대어 합봉(Joining)한 후, 시접을 한쪽 방향으로 꺾어 넘기고 그 위를 상침(Topstitching)하여 고정하는 고난도 봉제 기법이다. 이 과정에서 하단의 시접 중 하나를 좁게 깎아내어 두께를 조절하는 '심 그레이딩(Seam Grading)'이 전통적으로 수반되며, 현대 기성복 공정에서는 생산 효율을 위해 시접을 오바로크(Overlock) 처리한 후 한쪽으로 눕혀 상침하는 '모조 쌈솔(Mock Felled Seam)' 형태로 가장 널리 구현된다.
ISO 4916 기준 Seam Type 2.04.01로 분류되며, 일반적인 가름솔(Plain Seam)보다 인장 강도가 월등히 높고 솔기가 평평하게 유지되어 피부 마찰이 적고 착용감이 우수하다. 주로 데님, 워크웨어, 가죽 제품, 자동차 시트 등 내구성과 장식적 요소가 동시에 요구되는 부위에 필수적으로 적용된다.
[기술적 확장: 물리적 메커니즘 및 공정 특성] 웰트솔기의 핵심적인 물리적 원리는 '시접의 구속(Constraint)'과 '응력 분산(Stress Distribution)'에 있다. 일반적인 가름솔은 인장력이 가해질 때 봉제선(Seam Line)에 모든 부하가 집중되지만, 웰트솔기는 상침(Topstitching)이 내부 시접을 원단 본체에 결합함으로써 부하를 두 개의 평행한 선으로 분산시킨다. 특히, 내부 시접 중 상침에 직접 물리지 않는 쪽을 짧게 깎아내면, 급격한 두께 변화로 인한 '단차 흔적(Show-through)'을 방지하고 유연한 실루엣을 유지할 수 있다.
봉제 산업의 역사적 배경을 살펴보면, 웰트솔기는 과거 수작업 시절 쌈솔(Flat-felled Seam)의 복잡한 공정을 간소화하면서도 그에 준하는 내구성을 얻기 위해 고안되었다. 쌈솔은 시접 두 개를 서로 맞물려 감싸야 하므로 숙련도가 낮으면 원단이 씹히거나 두꺼워지는 단점이 있으나, 웰트솔기는 한쪽 시접만 제어하면 되므로 대량 생산 라인에서 선호된다.
현장 인식 측면에서 한국 공장의 시니어 기술자들은 이를 '오시(押さえ)' 공정의 정점으로 보며, 상침의 일정한 간격(Margin)을 유지하는 숙련도를 품질의 척도로 삼는다. 반면, 베트남 및 중국의 대형 수출 공장에서는 생산 효율을 극대화하기 위해 단조 노루발(Compensating Foot)과 자동 사절 본봉기를 결합하여 'May đè mí(베트남)' 또는 '压线(중국)' 공정으로 표준화하여 운영한다. 특히 베트남 현장에서는 상침의 간격이 1/16"인지 1/4"인지에 따라 라인 밸런싱(LOB)을 다르게 설계할 만큼 중요한 공정으로 취급된다.
¶ 기술 사양표 (Technical Specifications)
| 항목 | 세부 사양 | 비고 |
|---|---|---|
| 스티치 분류 (ISO 4915) | Class 301 (본봉) / Class 401 (이중 체인스티치) | 강도 요구치 및 신축성 필요 여부에 따라 선택 |
| 솔기 유형 (ISO 4916) | Seam Type 2.04.01 | 시접을 한쪽으로 눕힌 후 상단에서 눌러 박는 구조 |
| 주요 재봉기 모델 | Juki DDL-9000C, Brother S-7300A, Juki LU-1508 (후물용) | 자동 사절, 디지털 이송 제어 및 액티브 텐션 모델 권장 |
| 바늘 시스템 | DB×1 (Nm 70~90), DP×5 / DP×17 (Nm 100~140) | 원단 두께, 밀도 및 소재(직물/피혁)에 따라 선정 |
| 표준 땀수 (SPI) | 8 ~ 12 SPI (땀 길이 2.0mm ~ 3.2mm) | 장식적 효과 강조 시 7~9 SPI, 고밀도 셔츠 14~16 SPI |
| 사용 실 (Thread) | 코아사(Core Spun) #20 ~ #30, 청바지용 굵은 면사 | 상침사는 바늘실보다 한 단계 굵은 것(예: #20) 권장 |
| 최대 봉제 속도 | 3,500 ~ 5,000 spm | 소재의 열 민감도 및 곡선 구간 비율에 따라 하향 조정 |
| 적합 원단 | 10oz 이상의 데님, 캔버스, 트윌, 합성 피혁, 가구용 직물 | 중량물 및 고밀도 직물에 최적화된 솔기 방식 |
| Towa 장력 수치 | 상실: 120-160g / 밑실: 25-35g | 데님 12oz 기준, 실 굵기와 원단 마찰력에 따라 가변 |
| 노루발 압력 | 3.0kg ~ 5.5kg (디지털 제어 시 35N~50N) | 원단 밀림 방지를 위해 일반 합봉보다 높게 설정 |
| 이송치 높이 | 0.8mm ~ 1.2mm | 두꺼운 시접 통과를 위해 표준보다 약간 높게 세팅 |
¶ 산업별 적용 분야 및 상세 사양
웰트솔기는 단순한 결합을 넘어 제품의 형태 안정성을 부여하는 핵심 공정이다.
-
의류 (Apparel)
- 데님 및 워크웨어: 팬츠의 아웃심(Outseam), 백 요크(Back Yoke), 뒷주머니 부착부. 특히 요크 라인에는 7~8 SPI의 굵은 실을 사용하여 시각적 강인함을 강조한다. 리바이스(Levi's) 등 정통 데님 브랜드에서는 401 체인스티치를 활용한 웰트 공정을 표준으로 삼는다.
- 아우터웨어: 트렌치코트의 어깨 견장(Epaulet), 암홀(Armhole) 연결선, 등판의 중심선(Center Back Seam). 코트류에서는 10~12 SPI를 적용하여 정갈한 외관을 유지하며, 방수 원단의 경우 웰트 봉제 후 심실링 처리가 용이하도록 평탄도를 극대화한다.
- 셔츠: 캐주얼 셔츠의 옆솔기(Side Seam) 및 소매 연결부. 쌈솔 대용으로 사용되어 공정 시간을 단축하면서도 내부 시접을 깔끔하게 정리한다.
-
가방 및 잡화 (Bags & Goods)
- 백팩 및 여행용 가방: 바닥면(Bottom Panel)과 몸판의 결합부, 어깨끈(Shoulder Strap)이 몸판에 박히는 보강 부위. 하중이 집중되는 곳이므로 401 체인스티치와 병행하거나 나일론 고강력사를 사용하여 파열 강도를 높인다.
- 토트백: 캔버스 소재 토트백의 측면 솔기. 내부 시접을 바이어스 테이프로 감싼 후 웰트 처리하여(Hong Kong Finish) 완성도를 높인다.
- 가죽 소품: 지갑의 카드 칸 엣지, 파우치의 테두리. 가죽용 8~10호 바늘과 #20 본봉사를 사용하여 입체감을 주며, 바늘 구멍이 찢어지지 않도록 땀수를 8 SPI 이하로 조절한다.
-
산업용 및 인테리어 (Industrial)
- 자동차 시트: 시트 커버의 볼스터(Bolster) 곡선 접합부 및 헤드레스트. 인장 강도 확보를 위해 고강력 나일론사를 사용하며, 6~8 SPI로 세팅한다. 에어백 전개 부위의 경우 특정 장력 하에서 터져야 하므로 웰트솔기의 상침 강도를 정밀하게 제어한다.
- 가구: 소파의 팔걸이 및 등받이 쿠션 연결부. 마찰이 잦은 부위의 시접 터짐을 방지하고, 가죽이나 두꺼운 패브릭의 단차를 줄여 고급스러운 외관을 형성한다.
- 아웃도어: 텐트의 플라이 시트(Fly Sheet) 패널 연결부. 방수를 위해 웰트 봉제 후 심실링(Seam Sealing) 테이프를 부착하기에 최적화된 평평한 구조를 제공한다.
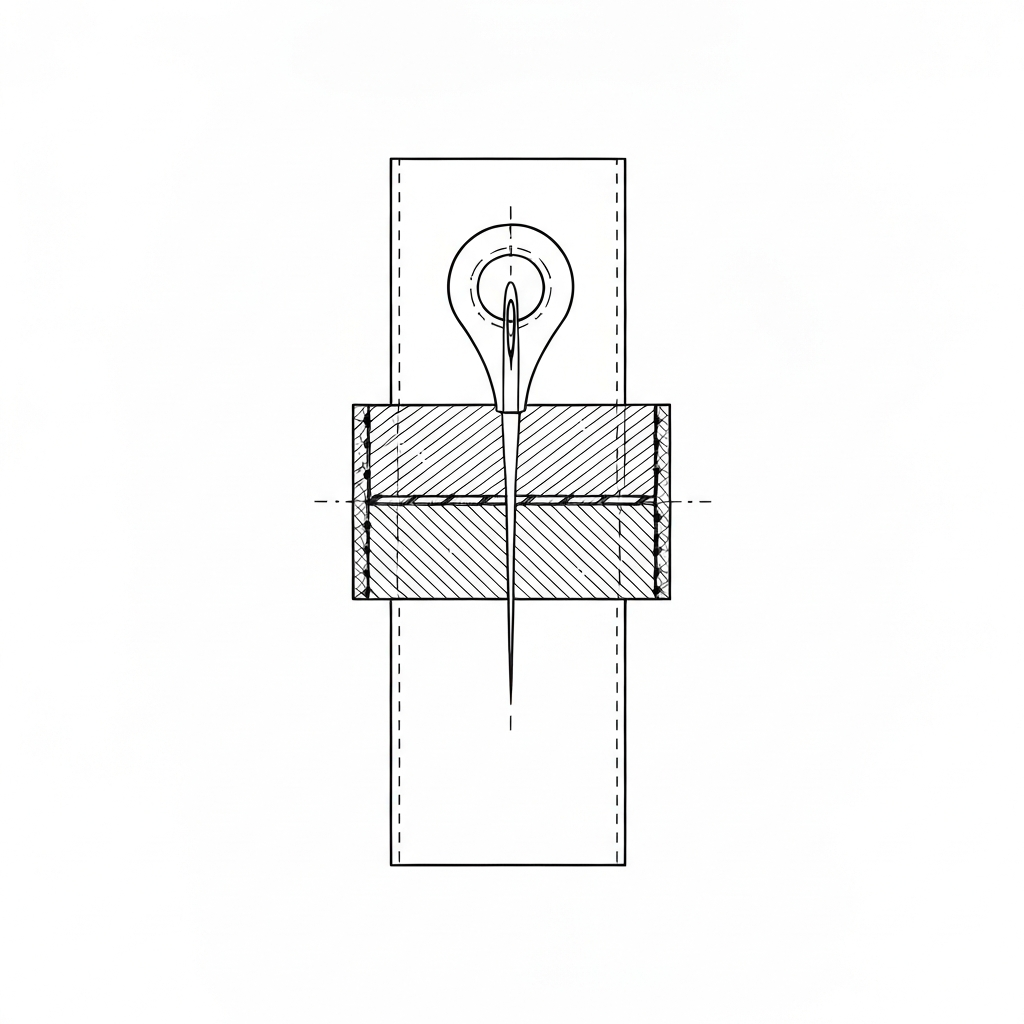
¶ 시각적 구조 및 단면 예시
[이미지: 웰트솔기의 기술적 단면도] - Layer 1: 상단 원단 (Top Fabric) - 겉으로 드러나는 면 - Layer 2: 하단 원단 (Bottom Fabric) - 안쪽으로 숨겨지는 면 - Seam Line: 두 원단의 최초 합봉선 (본봉 또는 오바로크) - Topstitching: 상단 원단과 접힌 시접을 관통하는 고정 스티치 (장식 및 보강) - Grading: 하단 시접 중 하나가 상침 폭보다 짧게 잘려나간 형태 (두께 단차 완화)
¶ 주요 결함, 원인 분석 및 해결 방안 (Troubleshooting)
- 솔기 우글거림 (Seam Pucker)
- 원인: 상침 시 바늘실 장력이 너무 강하거나, 상하 원단의 이송 속도 차이(Feeding mismatch) 발생. 특히 얇은 원단에서 현저함.
- 해결: 바늘실 장력을 완화하고, 노루발 압력을 원단 두께에 맞춰 최적화함. 필요 시 상하차동 이송 기계(예: Juki DLU-5490) 또는 바늘 이송(Needle Feed) 기계를 사용함.
- 땀뜀 (Skipped Stitches)
- 원인: 시접이 겹치는 두꺼운 교차점(Cross Seam) 통과 시 바늘의 순간적 굴곡 또는 가마(Hook)와의 타이밍 불일치. 바늘 열 발생으로 인한 실의 순간적 경화.
- 해결: DP×17 등 강성이 높은 바늘로 교체하고, 바늘과 가마의 간극(Clearance)을 0.05mm 이내로 재조정. 바늘 끝 형상을 원단에 맞는 타입(SES/SUK)으로 변경.
- 상침 간격 불일치 (Uneven Margin)
- 원인: 가이드 장치 미사용 또는 작업자의 숙련도 부족으로 합봉선과 상침선 사이의 평행이 깨짐. 노루발 압력이 불균형하여 원단이 회전함.
- 해결: 단조 노루발(Compensating Foot) 또는 마그네틱 가이드를 필수적으로 사용. 디지털 재봉기의 경우 좌우 독립 압력 제어 기능을 활용.
- 실 끊어짐 (Thread Breakage)
- 원인: 고속 봉제 시 바늘 열 발생으로 인한 합성사 녹음, 바늘 구멍(Eye)의 거친 표면, 또는 가마의 흠집(Scratches).
- 해결: 바늘 냉각 장치(Needle Cooler) 설치, 실리콘 오일 도포, 또는 한 단계 낮은 속도로 봉제. 가마 표면을 연마(Polishing)하여 실의 흐름을 원활하게 함.
- 시접 노출 (Raw Edge Exposure)
- 원인: 하단 시접 폭이 상침 폭보다 좁게 재단되었거나, 상침 시 시접이 안에서 접힘. 오바로크 폭이 너무 좁음.
- 해결: 합봉 시 시접 폭(Seam Allowance)을 최소 1.2cm 이상 유지하고, 상침 전 다림질(Pressing) 공정 추가. 상침 가이드 폭보다 시접 폭을 항상 3mm 이상 넓게 유지.
- 바늘 구멍 미어짐 (Needle Cutting)
- 원인: 고밀도 원단에서 굵은 바늘 사용 시 원단 조직 파괴. 건조한 원단 상태.
- 해결: 바늘 끝이 둥근 SES(Light Ball Point) 또는 SUK 타입을 사용하여 조직 사이를 파고들게 함. 원단에 가습 처리를 하거나 바늘 굵기를 한 단계 낮춤.
- 새끼줄 꼬임 현상 (Roping Effect)
- 현상: 봉제선이 비틀리며 새끼줄처럼 꼬이는 현상. 주로 데님 바지 밑단이나 긴 웰트 부위에서 발생.
- 원인: 이송치(Feed Dog)가 원단을 밀어낼 때 상하층의 미세한 밀림 차이(Ply Shift).
- 해결: 노루발 압력을 낮추고, 바늘 이송(Needle Feed) 방식의 재봉기를 사용하여 상하층을 동시에 고정 이송함. 테이론(Teflon) 노루발을 사용하여 마찰 저항을 줄임.
¶ 품질 검사 기준 (QC Standards)
- 상침 평행도: 상침 라인이 합봉선(Seam Line)과 일정한 간격(예: 1/16", 1/8", 1/4")을 유지해야 하며, 전체 구간에서 오차 범위는 ±0.5mm 이내여야 함.
- 시접 고정 상태: 내부 시접이 뒤집히거나 씹히지 않고 지정된 방향으로 완전히 눕혀져 상침에 의해 견고하게 고정되었는지 확인. 시접 끝이 상침 밖으로 삐져나오지 않아야 함.
- 땀수 일관성: 곡선 부위나 두꺼운 교차점(Cross Seam)에서 땀수가 급격히 변하거나 땀뜀이 없어야 함. 특히 단차 구간 진입/탈출 시 땀 길이가 일정해야 함.
- 강도 테스트: 솔기 수직 방향으로 인장력을 가했을 때 실 터짐이나 원단 미어짐(Seam Slippage)이 발생하지 않아야 함 (ASTM D1683 기준 준용).
- 외관 평탄도: 봉제 후 솔기 부위가 울거나(Puckering) 뒤틀리지(Twisting) 않고 평평하게 유지되어야 함. 다림질 후에도 자국(Impression)이 남지 않아야 함.
- 색상 일관성 (Color Match): 상침사가 원단 색상과 지정된 매칭(Dye-to-match)을 이루는지, 혹은 의도된 대비(Contrast)를 정확히 구현하는지 확인. 실의 광택도가 샘플과 일치해야 함.
¶ 현장 용어 및 은어 (Global Factory Terminology)
| 언어 | 용어 | 로마자 표기 | 비고 |
|---|---|---|---|
| 한국어 (KR) | 오시 | Osi | 일본어 '오사에(押さえ)'에서 유래, 상침(Topstitching) 공정 전반을 의미 |
| 한국어 (KR) | 한쪽 가름솔 | Hanjjok Gareumsol | 시접을 한쪽으로 넘겨 처리하는 현장 표현 |
| 한국어 (KR) | 웰트솔기 | Welt Seam | 기술 문서 및 패턴 지시서상의 정식 명칭 |
| 일본어 (JP) | 片倒し | Katadaoshi | 시접을 한쪽으로 눕히는 공정 자체를 지칭 |
| 일본어 (JP) | ウェルトシーム | Welt Seam | 기술 문서상의 정식 명칭 |
| 베트남어 (VN) | Diễu | Dieu | 상침 또는 스티치 공정을 통칭하는 현장 용어 |
| 베트남어 (VN) | May đè mí | May de mi | 시접을 눌러 박는 공정 (Edge stitching) |
| 중국어 (CN) | 明缝 | Míngfèng | 겉으로 드러나는 모든 형태의 장식/고정 솔기 |
| 중국어 (CN) | 压线 | Yāxiàn | 선을 눌러서 박는 상침 공정 |
| 영어 (EN) | Welt Seam | Welt Seam | ISO 표준 명칭 및 글로벌 통용어 |
¶ 장비 세팅 및 공정 최적화 가이드
- 노루발(Presser Foot) 선택: 정확한 간격 유지를 위해 단조 노루발(Compensating Foot) 사용을 강력 권장함. 원단 두께에 따라 좌우 단차가 있는 노루발(예: CL 1/16, CR 1/16)을 선택하여 턱을 타고 안정적으로 주행하게 함. 가죽 작업 시에는 롤러 노루발(Roller Foot)을 사용하여 마찰을 최소화함.
- 장력(Tension) 설정: 상침사가 원단 위로 선명하고 입체적으로 드러나야 하므로, 밑실 장력을 평소보다 10-15% 강화하여 스티치가 원단에 밀착되도록 설정함. Towa 장력계 기준, 일반 본봉은 20-25g이나 웰트솔기 상침 시에는 30g 이상으로 세팅하는 경우가 많음. 최신 디지털 재봉기(DDL-9000C)에서는 'Active Tension' 기능을 통해 구간별 장력을 자동 제어함.
- 이송치(Feed Dog) 조정: 원단이 두꺼울 경우 이송치의 높이를 약간 높여(약 1.0~1.2mm) 강력한 이송력을 확보하되, 원단 손상 방지를 위해 이송치 치형이 고운(Fine-pitch) 것을 사용함. 이송치 경사도를 조절하여 원단이 뒤로 밀리는 현상을 방지함.
- 바늘(Needle) 선택: 데님 등 고밀도 원단 작업 시 바늘 끝이 약간 둥근 SES(Light Ball Point)를 사용하여 원단 손상을 방지하고 땀뜀을 예방함. 가죽의 경우 다이아몬드 포인트(LR) 바늘을 사용하여 실이 사선으로 예쁘게 눕도록 유도함.
- 디지털 세팅 (Juki DDL-9000C 기준): 'Digital Stitch' 기능을 활용하여 두꺼운 교차점 진입 시 자동으로 땀 길이를 늘리고(예: 2.5mm → 3.0mm) 노루발 압력을 실시간으로 가변하여 땀뜀을 원천 차단함. 이는 '두꺼운 부위 감지 센서'와 연동되어 작업자의 개입 없이 품질을 균일하게 유지함.
¶ 공정 흐름도 (Process Flowchart)
¶ 관련 항목
- 쌈솔 (Flat-felled Seam, ISO 2.04.06): 두 장의 원단 시접을 서로 맞물려 감싼 후 두 줄의 상침으로 고정하는 방식. 웰트솔기보다 강도가 높고 안팎이 모두 깔끔하지만, 공정이 복잡하고 두꺼운 원단에서는 시접 겹침 부위가 너무 두꺼워지는 단점이 있다. 웰트솔기는 쌈솔의 '약식 버전'으로 통용되기도 한다.
- 가름솔 (Plain Seam, ISO 1.01.01): 합봉 후 시접을 양쪽으로 펼쳐 다리는 가장 기본적인 방식. 웰트솔기와 달리 상침이 없어 외관이 깨끗하지만, 인장 강도가 낮아 힘을 받는 부위에는 부적합하다.
- 단조 노루발 (Compensating Foot): 웰트솔기 공정의 필수 도구. 노루발 바닥면의 좌우 높이가 달라, 시접이 겹쳐진 높은 쪽과 원단 한 장인 낮은 쪽을 동시에 안정적으로 눌러주어 일정한 상침 간격을 보장한다.
- 시접 (Seam Allowance): 봉제선을 기준으로 원단 끝까지의 여유분. 웰트솔기에서는 상침 폭(예: 1/4")보다 시접 폭(예: 3/8")이 반드시 넓어야 상침이 시접을 놓치지 않고 완벽하게 고정할 수 있다.
- 랍빠 (Binding/Hong Kong Finish): 시접의 거친 면을 별도의 테이프로 감싸는 공정. 웰트솔기 처리 전 오바로크 대신 랍빠를 치면, 고급 의류에서 내부 마감이 훨씬 미려해진다.
- 이중 체인스티치 (Double Chainstitch, ISO 401): 웰트솔기 합봉 시 본봉 대신 사용되는 스티치. 신축성이 좋아 니트나 데님처럼 활동성이 큰 부위에 적용되며, 실 소모량은 많으나 인장 강도가 매우 강력하다.
- 심 그레이딩 (Seam Grading): 웰트솔기 내부의 시접 두 개를 서로 다른 폭으로 깎아내는 기법. 두꺼운 원단이 겹칠 때 발생하는 계단 현상을 완화하여 겉면에서 봤을 때 솔기가 툭 튀어나와 보이는 것을 방지한다.
- 바늘 이송 재봉기 (Needle Feed Machine): 웰트솔기 상침 시 상하 원단의 밀림을 방지하기 위해 바늘이 원단에 꽂힌 채로 이송되는 장치. 얇은 기능성 소재나 고광택 원단에서 웰트솔기의 품질을 높이는 데 필수적이다.
¶ 실전 트러블슈팅 노하우 (Field Tips from Senior Editor)
- "상침 라인이 자꾸 밖으로 밀려나요": 노루발 압력이 너무 낮거나, 이송치가 한쪽으로 치우쳐 있을 가능성이 큽니다. 단조 노루발의 스프링 텐션을 점검하고, 바늘판(Needle Plate)의 구멍이 마모되어 바늘이 흔들리는지 확인하십시오. 또한, 작업자가 원단을 뒤에서 너무 세게 당기지 않는지 교육해야 합니다.
- "곡선 부위에서 시접이 울어요": 곡선 웰트 작업 전, 시접에 미세한 가위집(Notch)을 넣어 장력을 분산시켜야 합니다. 상침 시에는 원단을 당기지 말고 노루발이 자연스럽게 타고 넘어가도록 유도하십시오. 특히 암홀 곡선에서는 노루발 압력을 평소보다 20% 낮추는 것이 팁입니다.
- "두꺼운 교차점에서 바늘이 부러져요": '싱크로(Synchro)' 타이밍이 맞지 않는 경우입니다. 가마의 타이밍을 표준보다 아주 미세하게 늦추거나, 바늘대를 0.1~0.2mm 높여 바늘이 원단을 빠져나오는 시간을 확보하십시오. 또한, 바늘 굵기를 Nm 110 이상으로 높이고 강성이 강한 초경 바늘을 사용하십시오.
- "실이 원단 위로 붕 떠요": 밑실 장력이 너무 약하거나 상실 장력이 과도한 경우입니다. Towa 장력계로 밑실을 30g 수준으로 맞춘 후, 상실 장력을 조절하여 스티치가 원단 조직 안으로 1/3 정도 파묻히게 세팅하는 것이 가장 아름답습니다. 실의 꼬임(Twist) 방향이 재봉기 회전 방향과 맞는지도 확인하십시오.
- "베트남/중국 공장 관리 시 주의점": 현지 작업자들은 생산 수량을 맞추기 위해 가이드 없이 감으로 박는 경우가 많습니다. 이는 반드시 품질 사고로 이어지므로, 라인 투입 전 모든 본봉기에 해당 공정용 단조 노루발이 장착되었는지 라인 리더(Line Leader)를 통해 전수 점검해야 합니다. 특히 'May đè mí' 공정에서 시접 방향이 지시서와 반대로 꺾이지 않는지 초물 검사(First Piece Inspection)를 철저히 하십시오.
- "심 그레이딩의 실무적 적용": 고급 정장 코트의 웰트솔기에서는 내부 시접을 각각 6mm, 3mm로 다르게 깎아내는 것이 정석입니다. 이를 통해 다림질 시 겉면에 시접 자국이 남는 '임프레션(Impression)' 현상을 원천적으로 방지할 수 있습니다. 대량 생산에서는 전용 커팅 칼날이 달린 재봉기를 사용하기도 합니다.
¶ 소재별 특화 세팅 가이드
| 소재 유형 | 권장 바늘 | SPI | Towa 장력 (밑실) | 특이 사항 |
|---|---|---|---|---|
| 헤비 데님 (14oz+) | DP×17 22# | 7~8 | 35-45g | 굵은 면사 사용, 바늘 냉각 장치 필수 |
| 기능성 나일론 | DB×1 9# (SES) | 12~14 | 15-20g | 테이론 노루발 사용, 저장력 세팅 |
| 천연 가죽 (소) | DP×17 19# (LR) | 8~10 | 30-35g | 롤러 노루발, 사선 포인트 바늘 권장 |
| 실크/쉬폰 | DB×1 7# | 16~18 | 10-15g | 종이 받침 봉제 또는 미세 이송치 사용 |
| 합성 피혁 (PU) | DB×1 14# | 10~12 | 25-30g | 실리콘 오일 도포, 노루발 압력 최소화 |
¶ 결론 및 전략적 요약
웰트솔기는 단순한 봉제 공정을 넘어 제품의 내구성과 심미성을 결정짓는 핵심적인 기술 요소이다. 현장 관리자는 원단의 특성과 장비의 성능을 정확히 파악하여 최적의 세팅값을 도출해야 하며, 특히 글로벌 생산 기지에서의 품질 상향 평준화를 위해 표준화된 가이드라인과 전용 부속(노루발, 가이드 등)의 활용을 엄격히 관리해야 한다. 본 문서는 ISO 표준과 현장 실무를 결합한 가이드라인으로, 공정 설계 및 품질 관리의 표준 지침으로 활용될 수 있다.