상위 문서: 심층 기술 문서 목록
¶ 개요
지퍼 풀러(Zipper Puller)는 지퍼 슬라이더(Slider)의 본체(Body) 또는 크라운(Crown)에 기계적으로 연결되어, 사용자가 지퍼를 개폐할 때 직접 파지(Grip)하고 물리적 힘을 전달하는 핵심 부속품입니다. 기술적으로는 지렛대 원리를 응용하여 슬라이더 내부의 다이아몬드(Diamond/Flange)가 지퍼 이빨(Elements)을 맞물리게 하거나 분리할 때 발생하는 마찰 저항을 최소화된 인장력으로 극복하게 하는 인터페이스 역할을 수행합니다.
산업 현장에서 지퍼 풀러의 설계는 사용자의 파지법, 장갑 착용 여부, 그리고 반복적인 왕복 운동에 따른 피로 파괴(Fatigue Failure) 내구성을 모두 고려해야 합니다. 특히 고기능성 아웃도어 및 군용 장비에서는 풀러의 중량이 슬라이더의 자가 잠금(Auto-lock) 스프링 장력에 영향을 줄 수 있으므로, 정밀한 중량 설계와 밸런싱이 요구됩니다. 의류 및 잡화의 디자인 완성도와 브랜드 정체성을 결정짓는 핵심 부자재(Trims)로서, 단순한 기능물을 넘어 마케팅의 정점으로 활용됩니다.
¶ 정의 및 구조
지퍼 풀러는 슬라이더의 크라운 구멍에 끼워져 회전 반경을 가지며, 사용자의 인장력을 슬라이더 본체에 전달하여 지퍼 체인(Chain)이라는 궤도를 주행하게 하는 구동 핸들입니다.
- 물리적·기계적 작동 원리: 지퍼 풀러는 슬라이더의 크라운(Crown)을 축으로 하는 1종 지레 또는 회전 링크 구조로 작동합니다. 사용자가 풀러의 끝단(Tab)을 잡고 당기면, 그 힘은 커넥터(Connector)를 통해 슬라이더 본체에 전달됩니다. 이때 풀러의 길이가 길수록 모멘트 암(Moment arm)이 길어져 더 적은 힘으로 슬라이더를 이동시킬 수 있으나, 설계 한계치를 초과하면 의류 원단에 걸리거나 슬라이더의 잠금 장치를 해제하는 각도(Release angle)를 벗어나 작동 불량을 초래할 수 있습니다.
- 소재 구성 및 특성:
- 아연 합금 (Zamac 3): Zn-4Al-0.04Mg 조성으로 유동성이 우수하여 복잡한 로고 각인과 정밀 형상 구현에 최적화되어 있으며, 가장 널리 쓰이는 다이캐스팅 소재입니다.
- 황동 (Brass): 내식성이 뛰어나고 고온 세탁 및 가공에 강하며, 주로 데님(Denim)이나 빈티지 웨어에 적용됩니다.
- 스테인리스강 (SUS304/316): 극한의 내식성과 강도가 요구되는 해양용, 군용 장비에 사용됩니다.
- 비금속 소재: TPU(열가소성 폴리우레탄), 나일론, 실리콘, 가죽, 폴리에스터 코드(Cord) 등이 단독 또는 금속 인서트와 복합적으로 사용됩니다.
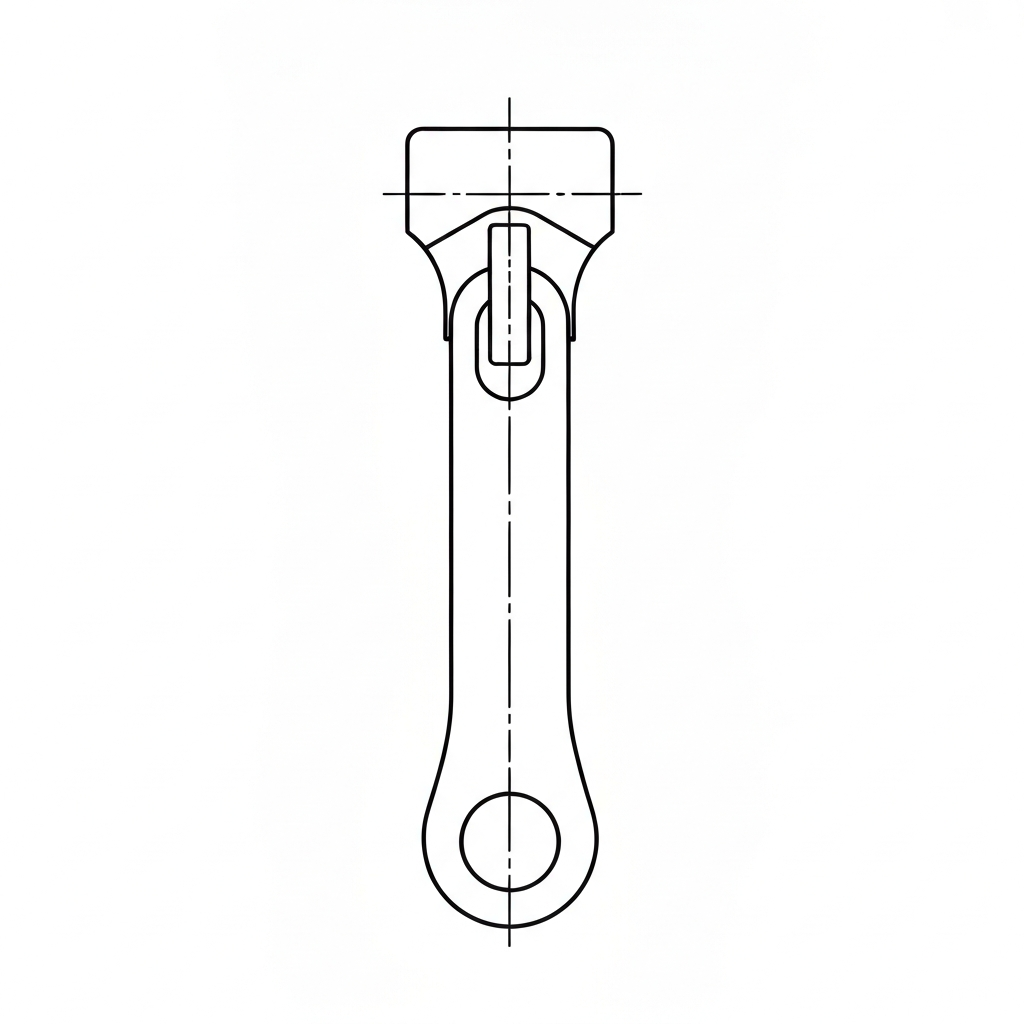
- 구조적 세부 명칭:
- 커넥터 (Connector): 슬라이더 크라운과 결합되는 고리 부분. 인장 하중이 집중되는 부위입니다.
- 탭 (Tab/Body): 사용자가 직접 잡는 몸체 부분. 로고 각인 및 디자인 요소가 집중됩니다.
- 넥 (Neck): 커넥터와 탭을 잇는 좁은 구간으로, 비틀림 시험(Twist Test) 시 파손이 가장 빈번한 취약 지점입니다.
¶ 기술 사양 및 재료 규격표
| 항목 | 세부 사양 및 기준 | 비고 |
|---|---|---|
| 관련 표준 (ISO) | ISO 10733 (Zippers - Strength tests) | 국제 표준 인장 강도 및 내구성 |
| 관련 표준 (ASTM) | ASTM D2061 (Standard Test Methods for Zippers) | 북미 표준 강도 테스트 규격 |
| 관련 표준 (KS) | KS K 3002 (지퍼 시험 방법) | 한국 산업 표준 |
| 조립 기계 | 자동 슬라이더 조립기 (QLQ, YKK, HUALIAN 전용기) | 분당 60~100개 조립 가능 |
| 인장 강도 (Pull-off) | #5 금속 기준 최소 25kgf ~ 45kgf 이상 | 용도(가방/의류)에 따라 차등 적용 |
| 표면 처리 | 전기도금(Nickel-free), 분체도장, ED 코팅, 아노다이징 | 내식성 및 내마모성 결정 |
| 내식성 기준 | ISO 9227 / ASTM B117 (Salt Spray Test) 24~96시간 | 녹 및 부식 발생 여부 확인 |
| 유해물질 규제 | REACH, CPSIA (Pb < 90ppm, Cd < 100ppm) | 친환경 및 아동용 안전 기준 |
| 호환 규격 | #3, #4, #5, #7, #8, #10, #12, #15 | 지퍼 체인 폭(Gauge)에 따른 분류 |
| Zamac 3 경도 | 80 ~ 100 HB (Brinell Hardness) | 다이캐스팅 풀러의 표준 경도 |
¶ 적용 분야 및 세부 사양
- 아웃도어 및 스포츠웨어: 장갑 착용 시 조작성을 위해 긴 코드(Cord)형 풀러나 플라스틱 사출 풀러를 적용합니다. 쉘 재킷의 앞중심(Center Front)에는 시인성이 높은 컬러 풀러를, 겨드랑이 환기구(Pit-zip)에는 걸림 방지를 위한 소형 풀러를 사용합니다. 활동 시 소음 방지를 위해 '세미 오토락(Semi-auto lock)' 슬라이더와 결합하여 풀러가 몸판에 밀착되도록 설계합니다.
- 가방 및 여행용 캐리어: 높은 하중을 견뎌야 하므로 고강도 아연 합금 풀러가 필수적입니다. 백팩 메인 수납부에는 두 개의 슬라이더가 마주 보는 형태(Head-to-head)로 구성되며, 도난 방지를 위해 자물쇠를 채울 수 있는 구멍(Eyelet)이 있는 특수 풀러가 사용됩니다.
- 패션 의류 (재킷/팬츠): 브랜드 로고가 각인된 금속 또는 가죽 풀러를 사용합니다. 청바지(Denim) 앞가림(Fly)에는 고온 건조를 견디는 황동 소재의 짧은 풀러를, 여성용 원피스에는 은폐형(Conceal) 슬라이더와 일체형인 미세 풀러를 적용합니다. 가죽 풀러의 경우, 슬라이더 결합 후 Juki LU-1508 또는 Brother BAS-311G 기종을 사용하여 DP×17 #16 바늘과 본디드 나일론 #20 실로 2.5mm SPI(Stitches Per Inch)로 견고하게 봉제합니다.
- 산업용/군용: 극한 환경 내구성을 위해 스테인리스강 소재나 무광 검정(Matte Black) 산화 처리가 된 풀러를 적용합니다. 전술 조끼 등에는 소음 발생을 원천 차단하기 위해 금속 풀러 대신 파라코드(Paracord)를 직접 매듭지어 사용하기도 합니다.
¶ 주요 결함 및 기술적 해결 방안
- 풀러 이탈 (Puller Detachment)
- 원인: 슬라이더 크라운(Crown)의 압착 강도 부족 또는 풀러 커넥터의 두께 미달.
- 해결: 자동 조립기의 압착 행정(Stroke)을 0.05mm 단위로 정밀 조정하고, 피러 게이지(Feeler Gauge)를 사용하여 크라운 간극(Gap)을 데이터 시트에 맞게 전수 검사합니다.
- 도장 및 도금 박리 (Paint/Plating Chipping)
- 원인: 전처리(탈지) 공정 불량 또는 베이킹(Baking) 온도/시간 미준수.
- 해결: 도금 전 초음파 세척 공정을 강화하고, 경화로의 온도를 실시간 모니터링합니다. 무광 도장의 경우 베이킹 온도가 5℃만 낮아도 밀착력이 급감하므로 주의가 필요합니다.
- 바리 및 날카로운 모서리 (Burrs/Sharp Edges)
- 원인: 다이캐스팅 금형의 노후화로 인한 파팅 라인(Parting Line) 돌출.
- 해결: 금형 오버홀을 실시하고, 텀블링(Tumbling) 공정에서 연마재의 혼합비와 가동 시간을 늘려 표면 R값(곡률)을 확보합니다.
- 로고 편심 및 각인 불량 (Logo Misalignment)
- 원인: 금형 내 풀러 안착 지그(Jig)의 마모 또는 위치 고정 불량.
- 해결: 지그를 정밀 가공된 신품으로 교체하고, 레이저 각인 시 비전 센서를 도입하여 센터링을 자동 보정합니다.
- 산화 및 변색 (Oxidation/Corrosion)
- 원인: 도금 두께 부족(5미크론 미만) 또는 고온다습한 환경에서의 화학 반응.
- 해결: 도금 두께를 최소 8미크론 이상 확보하고, 최종 포장 시 방습제(Silica Gel) 동봉 및 항균 처리를 실시합니다. 황동 풀러는 투명 코팅(Clear Coating)을 추가하여 산성비나 땀에 의한 변색을 방지합니다.
¶ 품질 검사 기준 (QC Standard)
- 인장 시험 (Pull-off Test): 인장 시험기(Tensile Tester)를 사용하여 풀러를 수직 및 수평 방향으로 당겨 파손 시점의 하중을 측정합니다. (예: #5 금속 지퍼 기준 40kgf 이상 합격)
- 비틀림 시험 (Twist Test): 풀러를 90도 이상 비틀었을 때 넥(Neck) 부위의 변형이나 파손이 없는지 확인합니다.
- 크로스 컷 테스트 (Cross-cut Test): 도장면에 칼날로 1mm 간격의 격자무늬(10x10)를 내어 3M 테이프로 떼어냈을 때 도료 박리 여부를 검사합니다. (ISO 2409 기준 0~1등급 권장)
- 니켈 용출 테스트 (Nickel Release Test): 피부 알레르기 유발 물질인 니켈 성분이 기준치(0.5µg/cm²/week) 이하인지 EN 1811 표준에 따라 분석합니다.
- 작동 반복 테스트 (Reciprocating Test): 지퍼를 500~2,000회 반복 개폐한 후 풀러 커넥터의 마모 상태를 점검합니다.
- 염수 분무 테스트 (Salt Spray Test): ISO 9227에 의거, 5% NaCl 용액을 분무하여 24~48시간 후 부식 발생 여부를 확인합니다.
¶ 현장 용어 및 은어 (Regional Terminology)
| 구분 | 용어 | 비고 |
|---|---|---|
| 한국 (KR) | 지퍼 꼬리 | 현장에서 풀러를 지칭하는 가장 보편적인 은어 |
| 한국 (KR) | 손잡이 | 일반적인 명칭이나 기술 문서에서는 '풀러' 권장 |
| 베트남 (VN) | Tay kéo khóa | '지퍼를 당기는 손'이라는 의미의 표준 용어 |
| 베트남 (VN) | Lá kéo | 풀러의 탭(Tab) 모양이 잎사귀 같다고 하여 부르는 현장 용어 |
| 일본 (JP) | 引手 (Hikite) | '당기는 부분'이라는 뜻으로 일본계 공장에서 주로 사용 |
| 일본 (JP) | スライダータブ | 슬라이더 탭(Slider Tab)의 일본식 외래어 표기 |
| 중국 (CN) | 拉片 (Lā piàn) | '당기는 조각'이라는 의미의 표준 기술 용어 |
| 중국 (CN) | 拉头 (Lā tóu) | 슬라이더 전체를 지칭하나 종종 풀러를 포함하여 부름 |
| 광동어 (CN) | 拉牌 (Laai paai) | 홍콩 및 광동 지역 공장에서 주로 사용하는 용어 |
¶ 장비 세팅 및 공정 가이드
- 자동 조립기 피딩(Feeding): 진동 피더(Vibratory Feeder)의 주파수를 조절하여 풀러의 엉킴을 방지하고, 표면 스크래치 방지를 위해 공급 레일에 우레탄 코팅을 적용합니다.
- 크라운 압착 유격: 조립 후 크라운과 본체 사이에는 0.2mm~0.3mm의 유격이 있어야 풀러가 자유롭게 회전합니다. 유격이 없으면 풀러가 고정되어 지렛대 작용 시 크라운이 파손됩니다.
- 코드 풀러 열처리: 폴리에스터 코드를 사용하는 경우, 초음파 컷팅기나 열풍기를 사용하여 단면을 230~250℃에서 융착 마감합니다.
- 가죽 풀러 봉제 세팅:
- 기종: Juki LU-2810 (Long arm walking foot)
- 바늘: DP×17 #16 ~ #19
- 실: 본디드 나일론 #20 (상실/하실 동일)
- SPI: 2.5mm (가죽의 천공 파손 방지 및 인장 강도 확보를 위한 최적 수치)
- 장력: 일반 원단 대비 15~20% 상향 조정
¶ 공정 흐름도 (Process Flow)
graph TD
A[원자재 입고: Zamac 3/황동/SUS] --> B[다이캐스팅 사출 또는 프레스 성형]
B --> C[바리 제거 및 1차 텀블링 연마]
C --> D[표면 전처리: 탈지 및 산세척]
D --> E[표면 처리: 전기도금/분체도장/ED코팅]
E --> F[2차 연마 및 광택 작업]
F --> G[로고 각인: 레이저/인쇄/음각]
G --> H[슬라이더 본체와 풀러 자동 조립]
H --> I[인장 강도 및 비틀림 QC 검사]
I --> J[염수 분무 및 유해물질 검사]
J --> K[최종 포장 및 출고]
¶ 실전 트러블슈팅 (Field Troubleshooting)
- 증상: 풀러가 특정 각도에서 멈추거나 회전이 뻑뻑함
- 체크포인트: 슬라이더 크라운 내부의 도금 찌꺼기(Burr) 또는 압착 과다 확인.
- 조치: 텀블링 공정 시간을 20% 늘려 커넥터 부위의 도금 뭉침을 제거하거나, 조립기의 압착 깊이(Stroke)를 0.05mm 완화함.
- 증상: 세탁 후 풀러 주변 원단에 검은 얼룩(Migration) 발생
- 체크포인트: 산화 방지 코팅(Clear Lacquer) 미흡 또는 도금액 세척(Rinsing) 부족.
- 조치: 도금 후 중화 세척 단계를 추가하고, 건조 온도를 120℃에서 10분 이상 유지하여 코팅층을 완전 경화시킴.
- 증상: 풀러가 슬라이더에서 쉽게 빠짐 (인장 강도 미달)
- 체크포인트: 크라운의 재질 강도(Hardness) 확인. 재생 아연 사용 시 강도가 급격히 저하됨.
- 조치: 신재(Virgin Material) Zamac 3 사용을 확인하고, 조립기 펀치(Punch) 교체 주기를 30만 회로 단축함.
¶ 관련 항목
- 슬라이더 (Slider): 풀러와 결합되어 지퍼를 실질적으로 개폐하는 구동체.
- 크라운 (Crown): 슬라이더 상단에 위치하여 풀러를 고정하는 고리 형태의 구조물.
- 지퍼 체인 (Zipper Chain): 이빨(Elements)이 나열된 상태로 풀러의 이동 경로가 됨.
- 상지/하지 (Top/Bottom Stop): 슬라이더와 풀러가 체인 밖으로 이탈하는 것을 방지하는 스토퍼.
- 바텍 (Bartack): 코드형 풀러를 의류 본체에 고정하거나 보강할 때 사용하는 봉제 기법. 보통 28바늘 또는 42바늘 세팅을 사용함.